Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 551-02)
Страница 175
HEIDENHAIN TNC 320
175
7.3
Программиров
ание
от
н
о
с
я
щ
и
хс
я
к
ма
ш
и
н
е
к
оор
динат
: M91/M92
7.3 Программирование
относящихся к машине
координат: M91/M92
Программирование относящихся к машине
координат: M91/M92
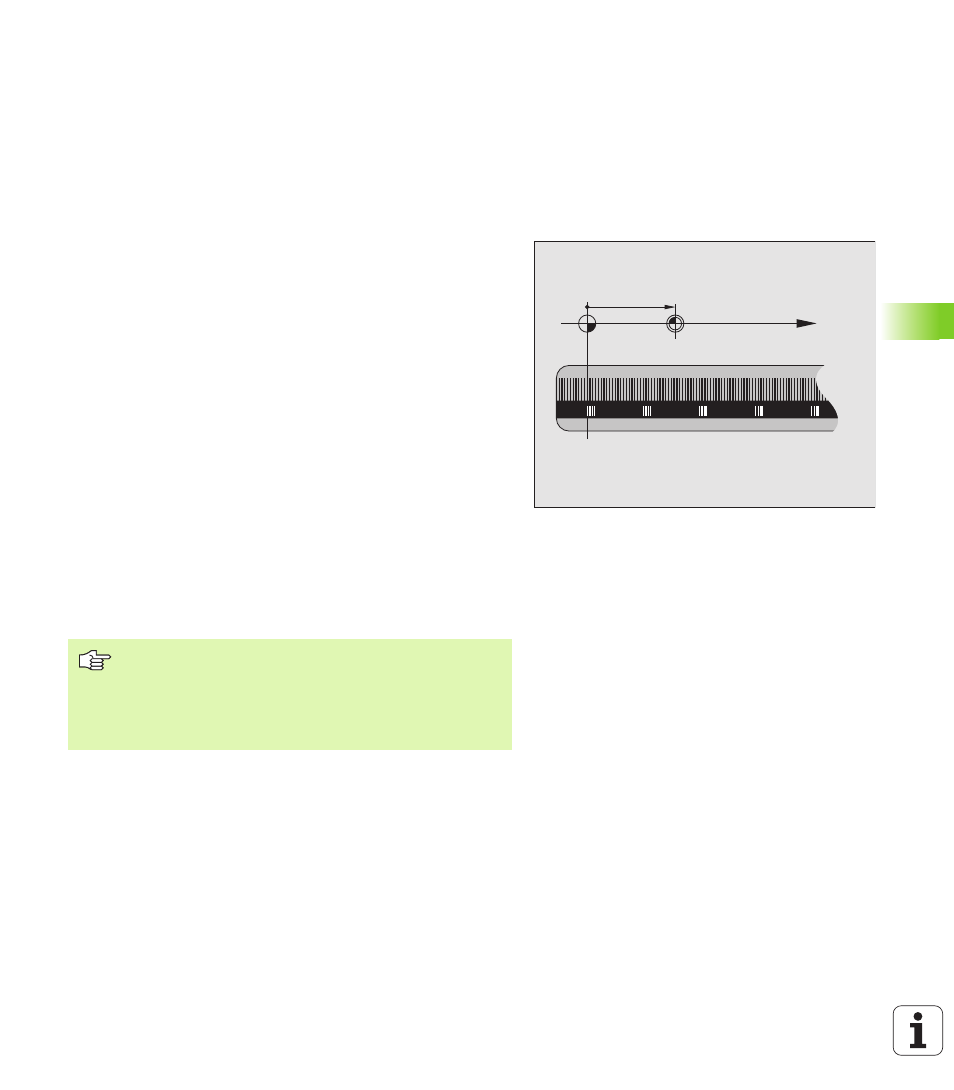
Нулевая точка шкалы
Нулевая метка отсчёта на шкале определяет положение нулевой
точки шкалы.
Нулевая точка станка
Нулевая точка станка требуется для
назначения ограничений зоны перемещений (конечный
выключатель ПО)
наезда жёстких позиций станка (нпр. положение смены
инструмента)
назначения опорной точки загатовки
Производитель станков вводит для каждой оси расстояние
нулевой точки станка от нулевой точки шкалы в параметры
станка.
Стандартное поведение
УЧПУ относит координаты к нулевой точке загатовки, смотри
“Назначение координат опорной точки (без 3D-импульсной
Поведение с M91 – нулевая точка станка
Если в кадрах позиционирования координаты должны относиться
к нулевой точке станка, то следует ввести в этих кадрах M91.
УЧПУ показывает значения координат относительно нулевой
точки станка. В индикации состояния индикация координат
переключается на REF, смотри “Индикации состояния”, страница
33.
Если в кадре M91 программируются инкрементные
координаты, то эти координаты относятся к
программированной в последнем позиции M91. Если в
активной программе ЧУ нет программированной
позиции M91, тогда координаты относятся к
актуальной позиции инструмента.
X (Z,Y)
X
MP