Странице, 5 sl- цик лы – Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 551-02)
Страница 286
286
8 Программирование: циклы
8.5 SL-
цик
лы
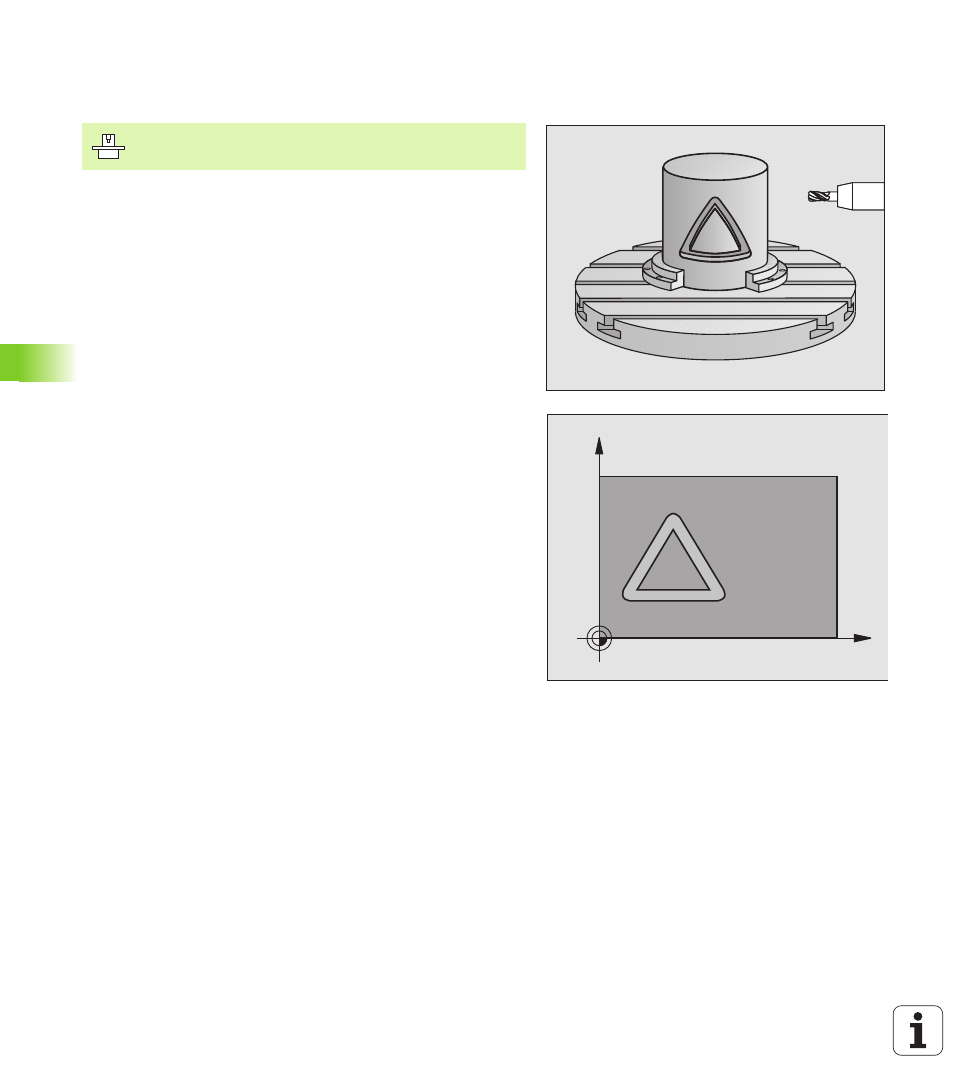
ОБРАЗУЮЩАЯ ЦИЛИНДРА фрезерование
канавок (цикл 28, ПО-опция 1)
С помощью этого цикла можно определённый на развёртке
направляющий паз перенести на оболочку цилиндра. В отличие
от цикла 27, УЧПУ так установливает инструмент в этом цикле,
что стенки пробегают почти паралелльно друг к другу при
активной коррекции на радиус. Точно параллельно лежащие
стенки получаются тогда, если используется инструмент, той же
самой величины как и ширина канавки.
Чем меньше инструмент по соотношении к ширине канавки, тем
больше являются искажения, возникающие в случае круговых
траекторий и наклоненных прямых. Чтобы уменьшить до
минимума эти обусловленные перемещением искажения, можно
дефинировать с помощью параметра Q21 значение допуска, с
помощью которого УЧПУ выполняет канавку приблизительно той
величины, как с помощью инструмента, которого диаметр
соответствует ширине канавки.
Программировать траекторию центра контура с указанием
коррекции на радиус инструмента. C помощью коррекции на
радиус определяется, изготовляет ли УЧПУ паз попутно или
поперечно.
1 УЧПУ позиционирует инструмент над пунктом врезания
2 На первой глубине врезания инструмент фрезерует вдоль
стенки паза с рабочей подачей Q12; при этом учитывается
припуск на чистовую обработку со стороны
3 В конце контура УЧПУ смещает инструмент на
противолежащую стенку паза и перемещается обратно к точке
врезания
4 Эти шаги 2 до 3 повторяются, до достижения
программированной глубины фрезерования Q1
5 Если оператор дефинировал допуск Q21, то УЧПУ выполняет
дополнительную обработку, для получения параллельных
стенок канавки, с максимальной точностью.
6 На конец инструмент перемещается на оси инструмента
обратно на безопасную высоту
X
Y
Станок и УЧПУ должны быть подготовлены
производителем станков.