Чистовая обработка круглово кармана (цикл 214), Цикл чистовой обработки с автоматическим, Предпозиционированием – Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 551-02)
Страница 249: Ое безопасное расстояние
HEIDENHAIN TNC 320
249
8.3
Цик
л
ы
для
фрез
еров
ания
кар
м
анов
, ст
оек
и
па
зо
в
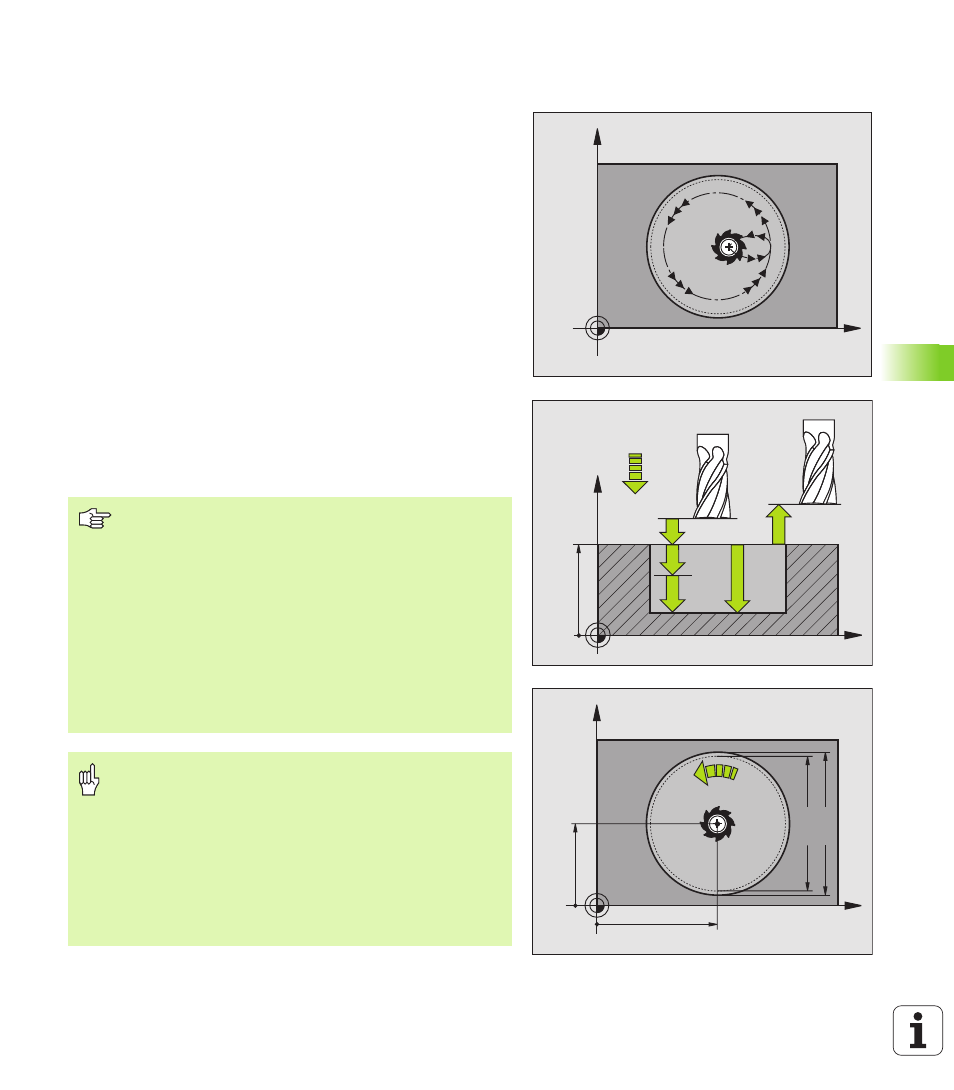
ЧИСТОВАЯ ОБРАБОТКА КРУГЛОВО
КАРМАНА (цикл 214)
1 УЧПУ перемещает инструмент автоматически на оси
шпинделя на безопасное расстояние или – если введено – на
2-ое безопасное расстояние и затем в центр кармана
2 Из центра кармана инструмент перемещается на плоскости
обработки в точку старта обработки. УЧПУ учитывает для
расчётов точки старта диаметр обрабатываемой детали и
радиус инструмента. Если вводится диаметр обрабатываемой
детали с 0, то УЧПУ врезает в центр кармана
3 Если инструмент находится на 2-ом безопасном расстоянии,
УЧПУ перемещает инструмент на ускоренной подачи FMAX на
безопасное расстояние и оттуда с подачей врезания на
первую глубину врезания
4 Затем инструмент перемещается тангенциально к готовой
части контура и фрезерует попутно виток
5 Потом инструмент перемещается назад по касательной от
контура к точке старта на плоскости обработки
6 Эта операция (3 до 5) повторяется, пока будет достигнута
программированная глубина
7 В конце цикла УЧПУ перемещает инструмент с FMAX на
безопасное расстояние или – если введено– на
2-ое безопасное расстояние и затем в центр кармана
(конечное положение = положение старта)
X
Y
X
Z
Q200
Q201
Q206
Q202
Q203
Q204
X
Y
Q222
Q217
Q216
Q207
Q223
Обратите внимание перед программированием
УЧПУ предпозиционирует инструмент по оси
инструментов и на плоскости обработки
автоматически.
Знак числа параметра цикла Глубина определяет
направление обработки. Если программируется
глубина = 0, то УЧПУ не отрабатывает цикла.
Если хотите выполнить чистовую обработку в
сплошном материале, то следует использовать фрезу
с режущим по середине торцовым зубом (ДИН 844) и
ввести небольшое значение подачи врезания на
глубину.
С помощью параметра станка displayDepthErr
устанавливается, должно TNC выдавать сообщение
об ошибках при вводе положительной глубины (on)
или нет (off).
Внимание опасность столковения!
Учесть, что УЧПУ при положительно введенной
глубине реверсирует расчет предпозиции.
Инструмент перемещается на оси инструмента на
ускоренной подачи на безопасное расстояние ниже
поверхности обрабатываемой детали!