Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 551-02)
Страница 150
150
6 Программирование: программирование контуров
6.5
Движ
ения
по
траект
ории
–
по
лярные
к
оор
динаты
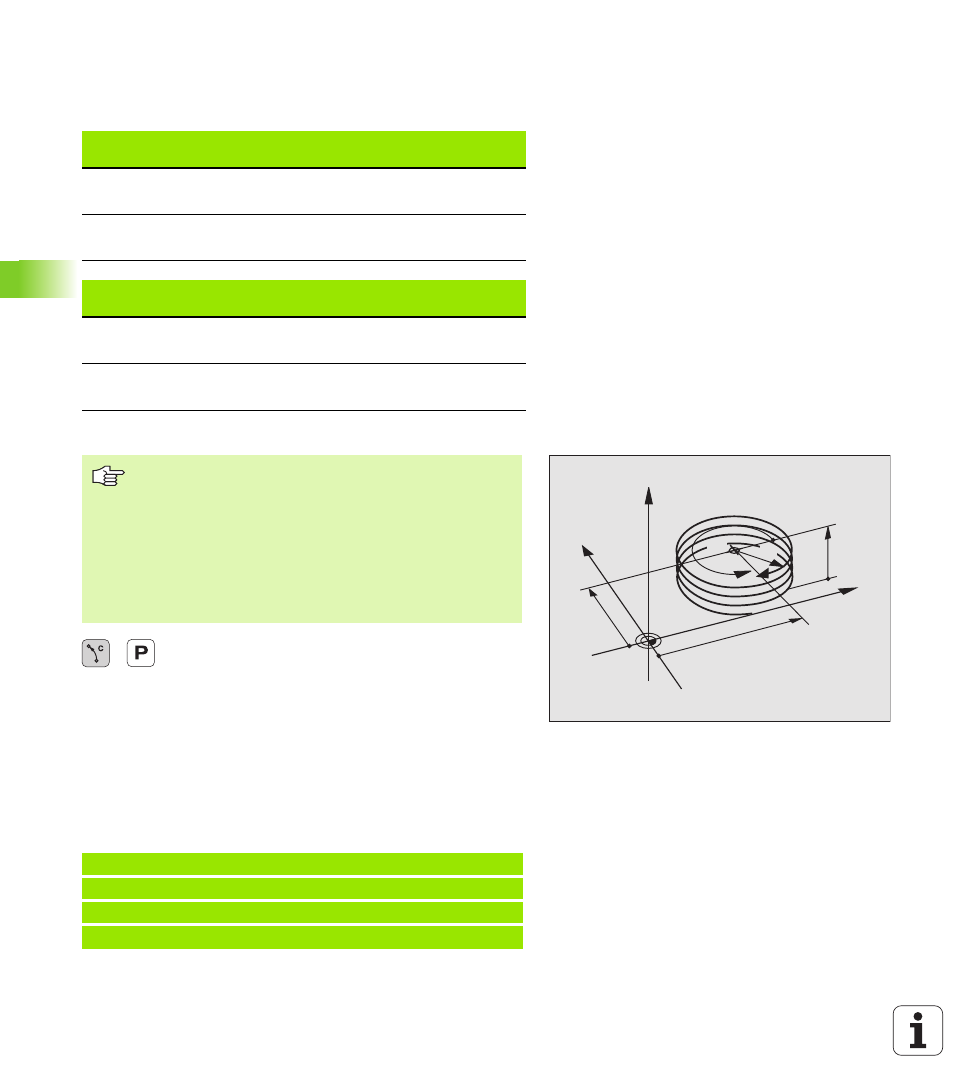
Исполнение винтовой линии
Таблица указывает соотношение рабочего направления,
направления вращения и коррекции на радиус для определённых
форм траектории.
Программирование винтовой линии
Полярные координаты-угол: ввести в
прирощениях полный угол, под которым
инструмент перемещается по винтовой линии.
После ввода угла выбирается ось
инструмента с помощью клавиши выбора оси.
Координату для высоты винтовой линии ввести с
помощью инкрементных значений
Направление вращения DR
Винтовая линия по часовой стрелке: DR–
Винтовая линия против часовой стрелки: DR+
ЧУ-пример: резьба M6 x 1 мм с 5 витками
Внутренная
резьба
Направление-
обработки
Напр.вращения
Коррекция
нарадиус
правая
левая
Z+
Z+
DR+
DR–
RL
RR
правая
левая
Z–
Z–
DR–
DR+
RR
RL
Наружная
резьба
правая
левая
Z+
Z+
DR+
DR–
RR
RL
правая
левая
Z–
Z–
DR–
DR+
RL
RR
Ввести направление вращения DR и инкрементный
общий угол IPA c тем самым знаком числа, а то
инструмент может перемещаться по неправильной
траектории.
Для общего угла IPA можно ввести значение от –5400°
до +5400°. Если резьба имеет больше 15 витков, то
следует программировать винтовую линию в
повторении части программы (смотри “Повторения
части программы”, страница 332)
12 CC X+40 Y+25
13 L Z+0 F100 M3
14 LP PR+3 PA+270 RL F50
15 CP IPA-1800 IZ+5 DR-
Y
X
Z
25
40
5
270°
R3
CC