Сверление (цикл 200), 200 сверление, С автоматическим предпозиционированием – Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 551-02)
Страница 196: Безопасное расстояние
196
8 Программирование: циклы
8.2
Цик
л
ы
для
св
ер
л
ения
, нарез
а
ния
вну
тренней
резьбы
и
фрез
еров
ания
резьбы
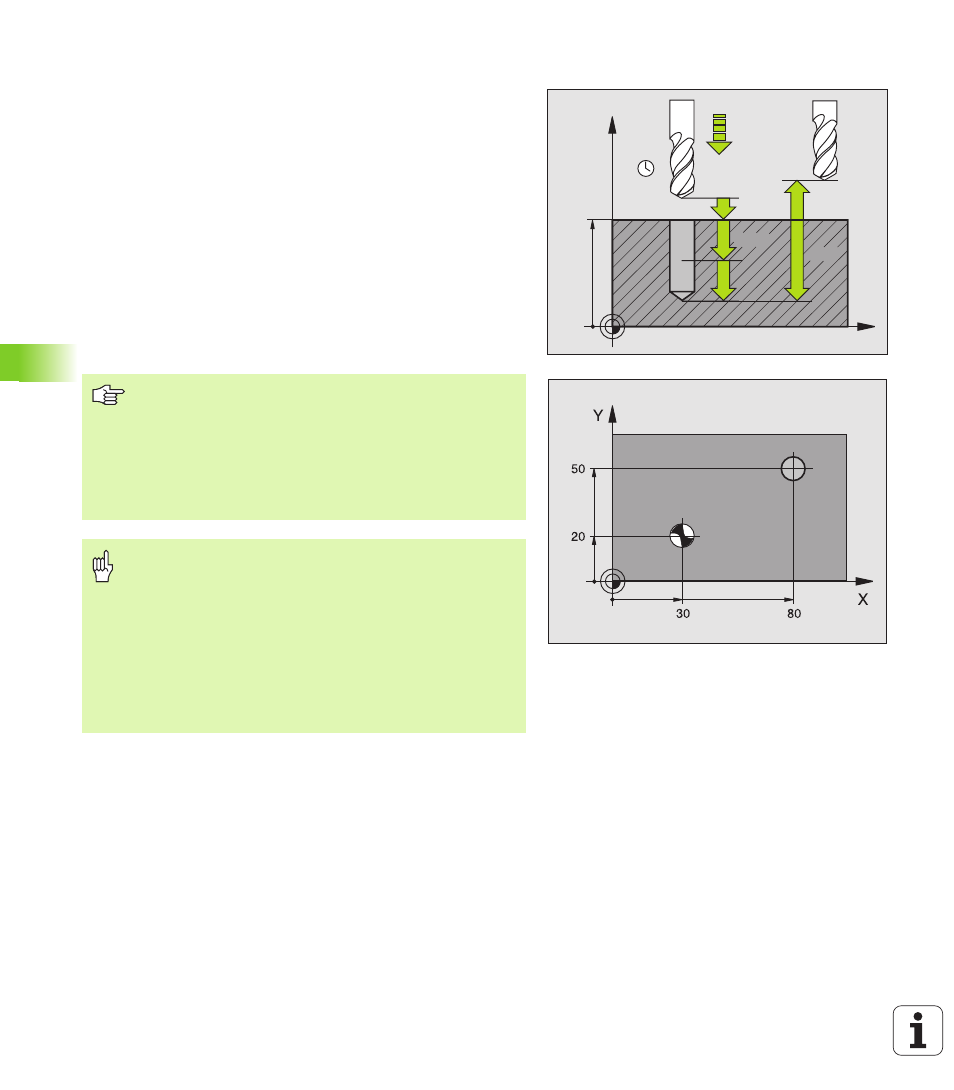
СВЕРЛЕНИЕ (цикл 200)
1 УЧПУ позиционирует инструмент на оси шпинделя на
ускоренной подачи FMAX на безопасное расстояние над
поверхностью заготовки
2 Инструмент сверлит с программированной подачей F до
первой глубины врезания
3 УЧПУ перемещает инструмент с FMAX обратно на безопасное
расстояние, выдерживает там - если введено - и
перемещается снова с FMAX на безопасное расстояние над
первой глубиной подачи
4 Затем инструмент сверлит с заданной подачей F на дальшую
глубину врезания
5 УЧПУ повторяет эту операцию (2 до 4), пока будет достигнута
заданная глубина сверления
6 Со дна свреления инструмент перемещается с FMAX на
безопасное расстояние или если это – введено – на 2-ое
безопасное расстояние
X
Z
Q200
Q201
Q206
Q202
Q210
Q203
Q204
Обратите внимание перед программированием
Программировать кадр позиционирования в точке
старта (центр отверстия) плосткости обработки с
коррекцией на радиус R0.
Знак числа параметра цикла Глубина определяет
направление обработки. Если программируется
глубина = 0, то УЧПУ не отрабатывает цикла.
С помощью параметра станка displayDepthErr
устанавливается, должно TNC выдавать сообщение
об ошибках при вводе положительной глубины (on)
или нет (off).
Внимание опасность столковения!
Учесть, что УЧПУ при положительно введенной
глубине реверсирует расчет предпозиции.
Инструмент перемещается на оси инструмента на
ускоренной подачи на безопасное расстояние ниже
поверхности обрабатываемой детали!