3 наезд и от ъ е зд от ко н тур а – Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 551-02)
Страница 127
HEIDENHAIN TNC 320
127
6.3
Наезд
и
от
ъ
е
зд
от
ко
н
тур
а
Коррекция на радиус
Коррекция на радиус программируется вместе с первой точкой
контура P
A
в APPR-кадре. DEP-кадры отменяют автоматически
коррекцию на радиус !
Подвод без коррекции на радиус: если программируется в APPR-
кадре R0, то таким образом TNC перемещает инструмент как
инструмент с R = 0 mm и коррекцией на радиус RR! Из-за этого
установляется в случае функций APPR/DEP LN и APPR/DEP CT
направление, в котором УЧПУ подводит инструмент к контуру и
отводит от контура.
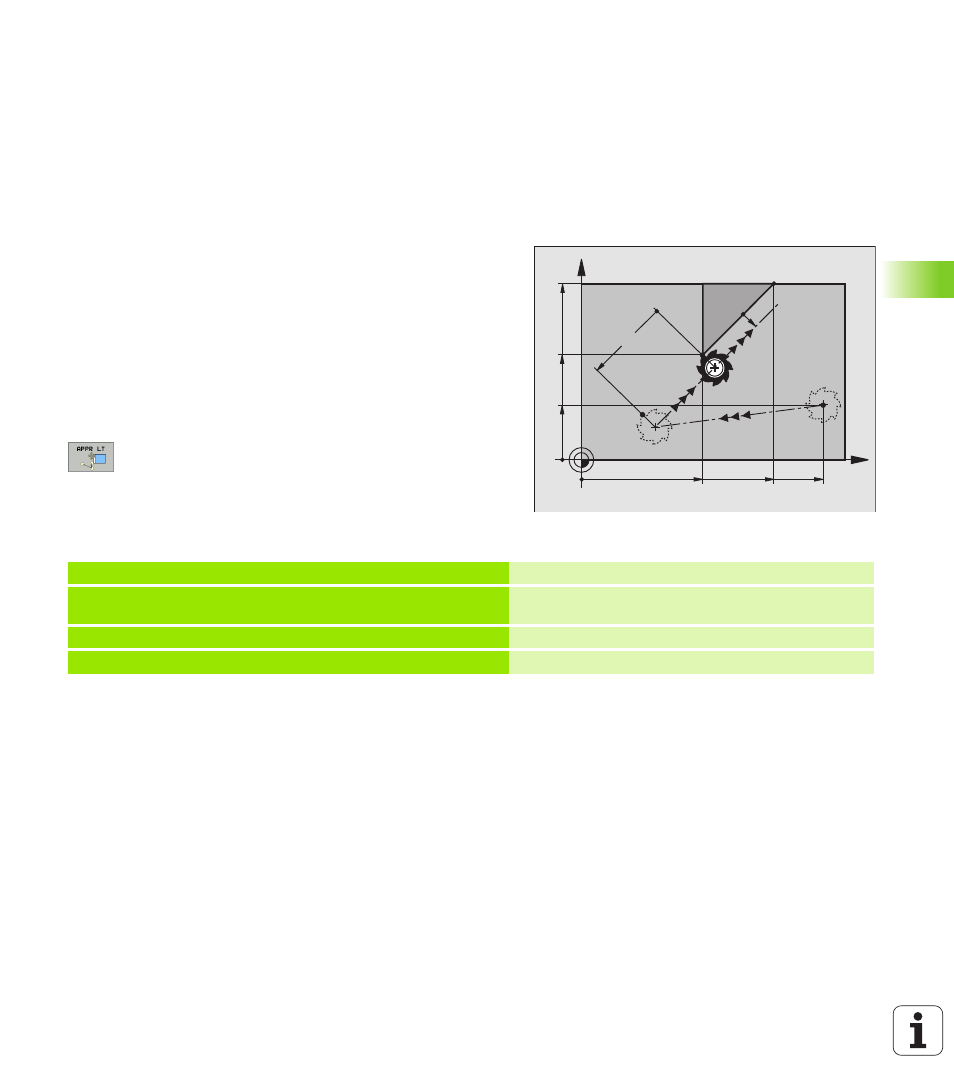
Наезд по прямой с тангенциальным
примыканием: APPR LT
УЧПУ перемещает инструмент по прямой от точки старта P
S
к
вспомогательной точке P
H
. Оттуда перемещает его к первой точке
контура P
A
тангенциально по прямой. Вспомогательная точка P
H
лежит на расстоянии LEN к первой точке контура P
A
.
Произвольная функция траектории: подвод к точке старта P
S
.
Открыть диалог с помощью клавиши APPR/DEP и softkey
APPR LT :
Координаты первой точки контура P
A
LEN: расстояние вспомогательной точки P
H
от
первой точки контура P
A
Коррекция на радиус RR/RL для обработки
ЧУ-кадры в качестве примера
X
Y
20
10
20
P
A
RR
P
S
R0
15
P
H
RR
RR
40
35
35
7 L X+40 Y+10 RO FMAX M3
P
S
подвод без коррекции на радиус
8 APPR LT X+20 Y+20 Z-10 LEN15 RR F100
P
A
с корр. на радиус RR, расстояние P
H
от P
A
:
LEN=15
9 L X+35 Y+35
Конечная точка первого элемента контура
10 L ...
Следующий элемент контура