Чистовая обработка со стороны (цикл 24), Странице, 5 sl- цик лы – Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 551-02)
Страница 281
HEIDENHAIN TNC 320
281
8.5 SL-
цик
лы
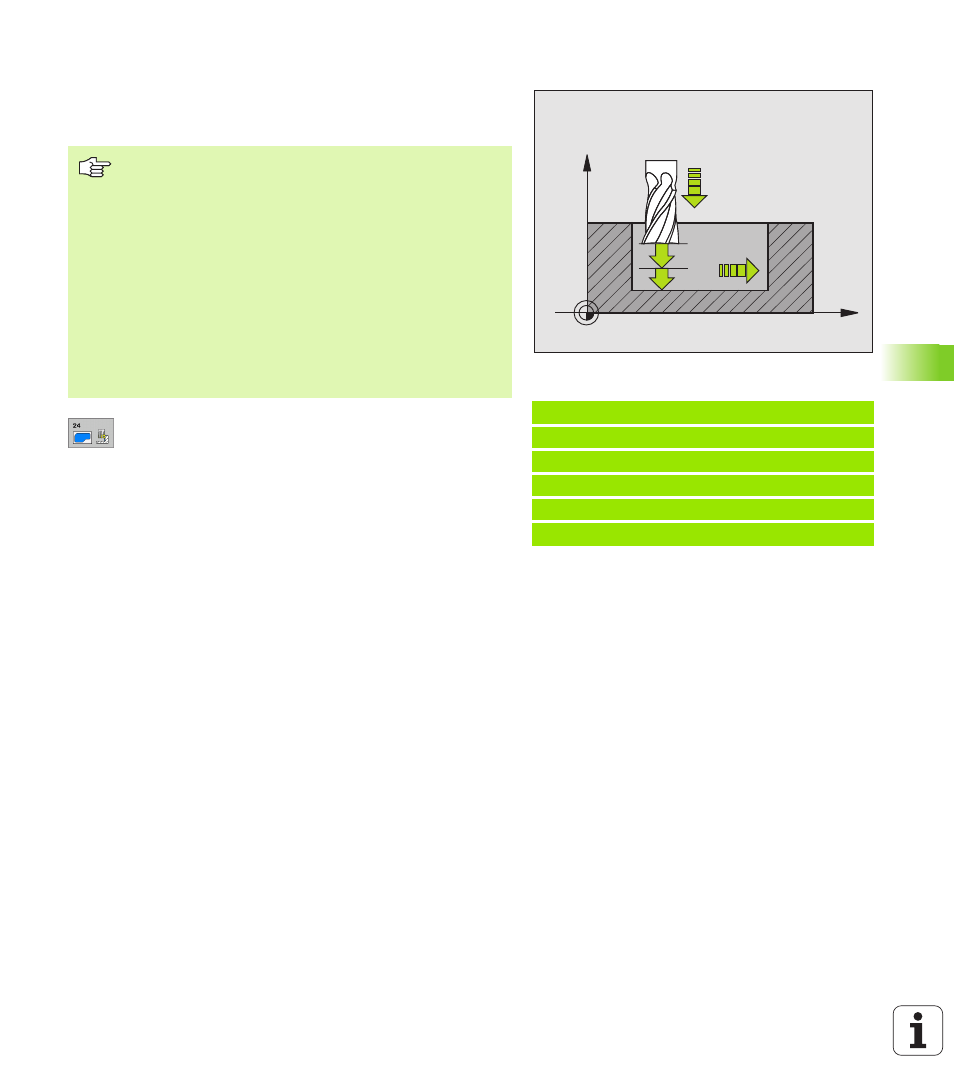
ЧИСТОВАЯ ОБРАБОТКА СО СТОРОНЫ (цикл 24)
УЧПУ перемещает инструмент по круговой траектории
тангенциально к подконтурам. Каждый подконтур
обрабатывается отдельно.
Направление вращения? По часовой стрелке =
–1 Q9:
направление обработки:
+1:Поворот против часовой стрелки
–1:Поворот по часовой стрелке
Глубина врезания Q10 (инкрементно): размер, на
который инструмент каждый раз врезается
Подача врезания Q11: подача врезания
Подача очистки Q12: подача фрезерования
Припуск на чистовую обработку со стороны
Q14 (инкрементно): припуск для многократной
чистовой обработки; остаток очищается, если
введите Q14 = 0
Пример: ЧУ-кадры
61 CYCL DEF 24 ЧИСТ.ОБРАБ.СО СТОРОНЫ
Q9=+1
;НАПРАВЛЕНИЕ ВРАЩЕНИЯ
Q10=+5
;ГЛУБИНА ВРЕЗАНИЯ
Q11=100
;ПОДАЧА ВРЕЗАНИЯ
Q12=350
;ПОДАЧА ЧЕРН.ОБР.
Q14=+0
;ПРИПУСК СО СТОРОНЫ
X
Z
Q11
Q12
Q10
Обратите внимание перед программированием
Сумма припуска на чистовую оброботку бока (Q14) и
радиуса чистового инструмента должна быть меньше
суммы припуска на чистовую обработку бока
(Q3,Zyklus 20) и радиуса протяжного инструмента.
Если отрабатывается цикл 24 без выполнения
черновой обработки с циклом 22, действует указанный
вверху расчёт так же; радиус протяжного инструмента
имеет значение “0”.
УЧПУ самостоятельно устанавливает точку старта для
чистовой обработки. Точка старта зависит от наличия
места в кармане и программированного в цикле 20
припуска.