Фрезерование карманов (цикл 4) – Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 551-02)
Страница 241
HEIDENHAIN TNC 320
241
8.3
Цик
л
ы
для
фрез
еров
ания
кар
м
анов
, ст
оек
и
па
зо
в
ФРЕЗЕРОВАНИЕ КАРМАНОВ (цикл 4)
Циклы 1, 2, 3, 4, 5, 17, 18 находятся в группе циклов Спецциклы.
Выбрать здесь, на второй строке softkey, программируемую
клавишу OLD CYCLS.
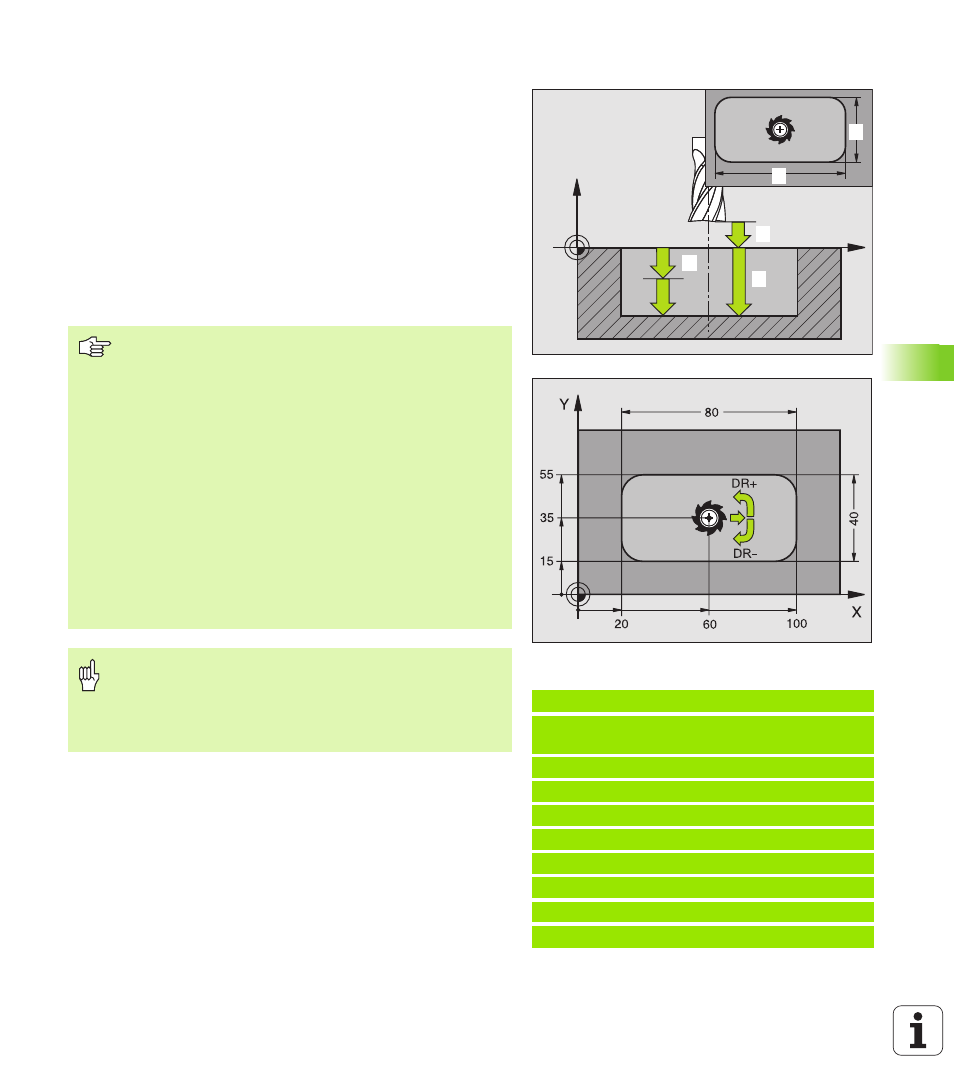
1 Инструмент врезается в положении старта (центр кармана) в
обрабатываемую деталь и перемещается на глубину подвода
2 Сначала инструмент перемещается в положительном
направлении более длинной стороны – в случае квадратных
карманов в положительном направлении Y- – и выполняет
чистовую обработку кармана из внутри к наружии
3 Эта операция повторяется (1 до 2), пока будет достигнута
глубина
4 В конце цкла УЧПУ перемещает инструмент назад на позицию
старта
Пример: ЧУ-кадры
11 L Z+100 R0 FMAX
12 CYCL DEF 4.0 ФРЕЗЕРОВАНИЕ
КАРМАНОВ
13 CYCL DEF 2.1 РАССТ.2
14 CYCL DEF 4.2 ГЛУБИНА -10
15 CYCL DEF 4.3 ВРЕЗ. 4 F80
16 CYCL DEF 4.4 X80
17 CYCL DEF 4.5 Y40
18 CYCL DEF 4.6 F100 DR+ РАДИУС 10
19 L X+60 Y+35 FMAX M3
20 L Z+2 FMAX M99
X
Z
1
1
1
2
1
3
1
4
1
5
Обратите внимание перед программированием
Использовать фрезу с режущим по середине
торцовым зубом (ДИН 844) или предсверлить в центре
кармана.
Предпозиционировать над центром кармана с
коррекцией на радиус R0.
Программировать кадр позиционирования на точку
старта по оси шпинделя (безопасное расстояние над
поверхностью заготовки).
Знак числа параметра цикла Глубина определяет
направление обработки. Если программируется
глубина = 0, то УЧПУ не отрабатывает цикла.
Для 2-ой длины стороны действует следующее
условие: 2-ая длина стороны больше чем [(2 x радиус
закругления) + подвод со стороны k].
С помощью параметра станка displayDepthErr
устанавливается, должно TNC выдавать сообщение
об ошибках при вводе положительной глубины (on)
или нет (off).
Внимание опасность столковения!