Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 551-02)
Страница 166
Advertising
166
6 Программирование: программирование контуров
6.6
Движ
ение
по
траект
ории
–
Программиров
ание
ра
знообра
зных
ко
нт
уров
FK
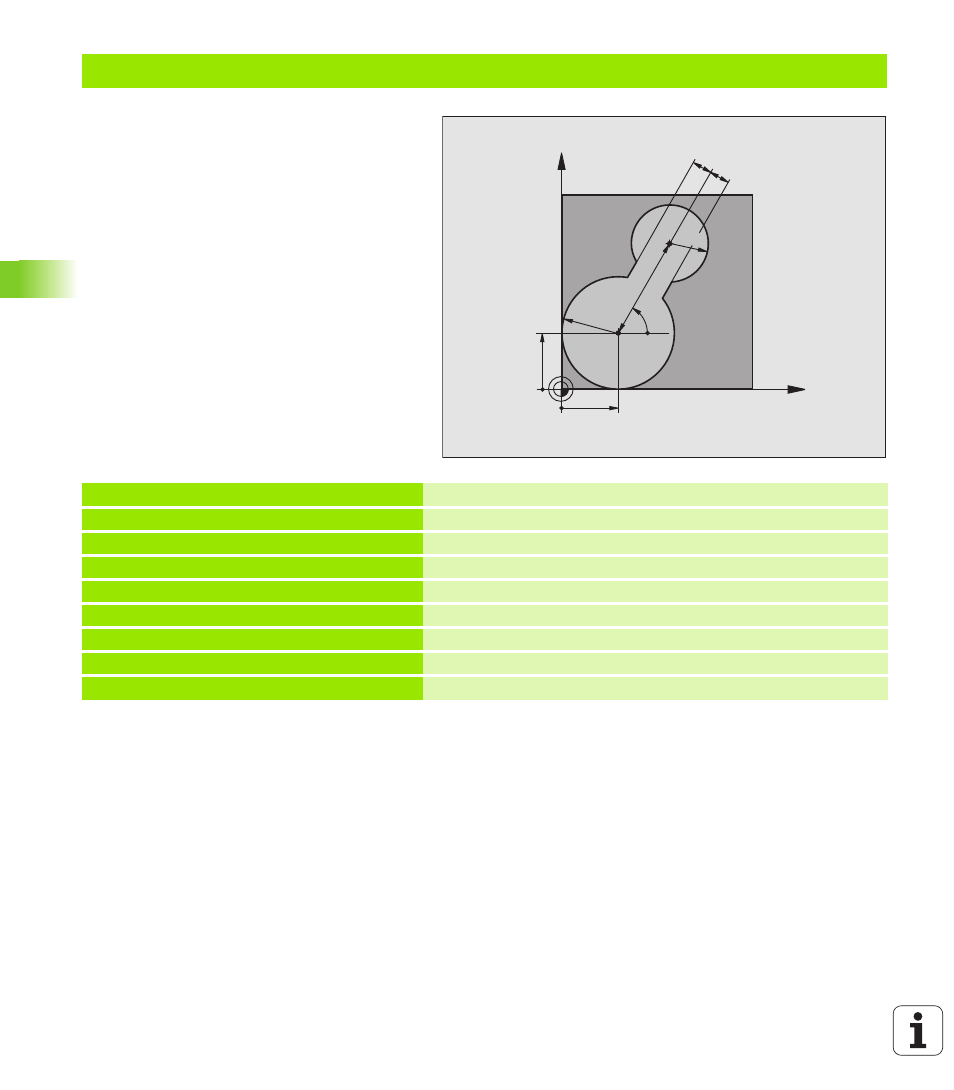
Пример: FK-программирование 2
0 BEGIN PGM FK2 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Дефиниция загатовки
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+2
Определение инструмента
4 TOOL CALL 1 Z S4000
Вызов инструмента
5 L Z+250 R0 FMAX
Отвод инструмента от загатовки
6 L X+30 Y+30 R0 FMAX
Предпозиционирование инструмента
7 L Z+5 R0 FMAX M3
Предпозиционирование оси инструмента
8 L Z-5 R0 F100
Перемещение на глубину обработки
X
Y
30
30
R30
R20
60°
55
10
10
Advertising