Коррекция на радиус инструмента, 3 коррекция инстр умента – Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 551-02)
Страница 115
HEIDENHAIN TNC 320
115
5.3
Коррекция
инстр
умента
Коррекция на радиус инструмента
Кадр программы для движения инструмента содержит
RL или RR для коррекции на радиус
R0, если не должна производиться коррекция радиуса
Коррекция на радиус действует, как только будет вызван
инструмент и будет перемещаться с помощью кадра прямых на
плоскости обработки с RL или RR.
При коррекции на длину учитываются так значения дельта из
TOOL CALL-кадра как и из таблицы инструментов:
Значение коррекции = R + DR
TOOL CALL
+ DR
TAB
с
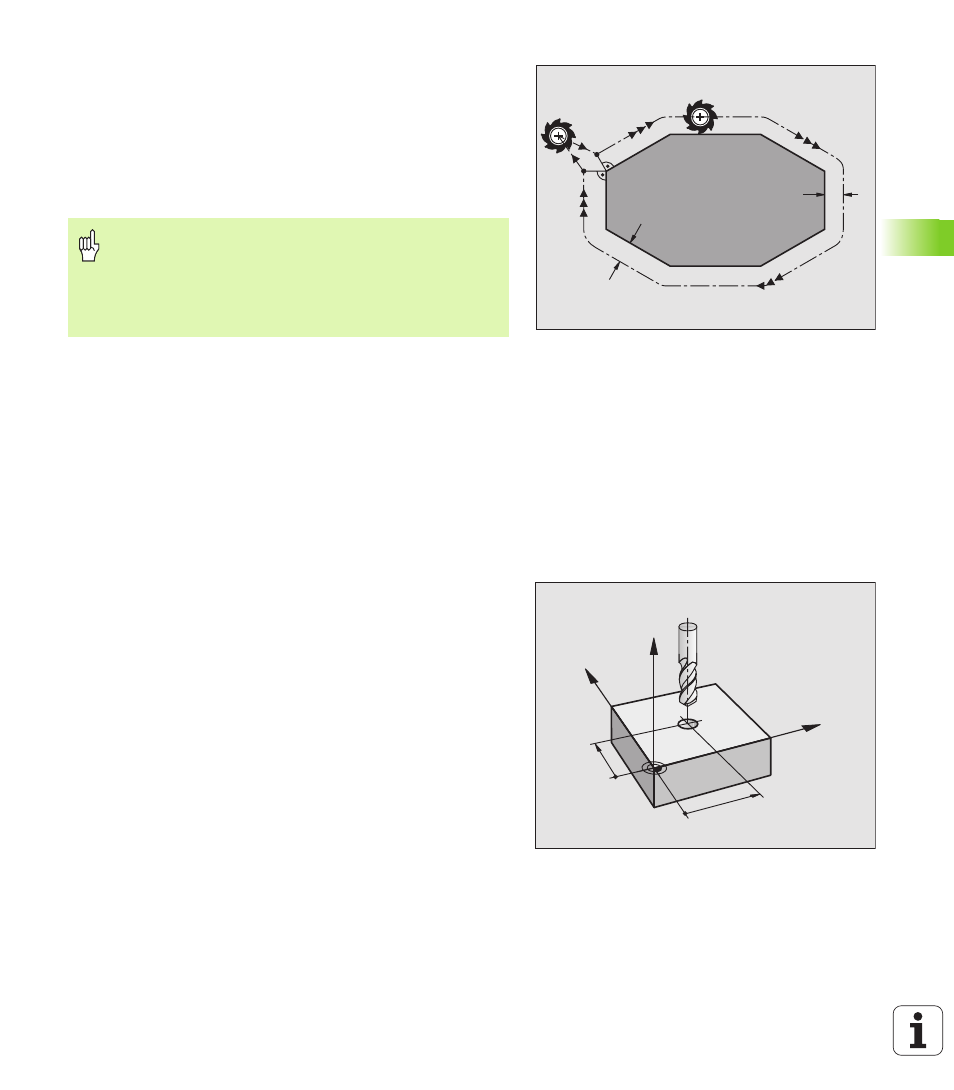
Движения по контуру без коррекции радиуса: R0
Инструмент перемещается на плоскости обработки с своим
центром по программированной траектории, или на
программированные координаты.
Применение: сверление, предпозиционирование.
УЧПУ отменяет коррекцию на радиус, если:
программируется кадр прямых с R0 .
покидается с помощью функции DEP контур
программируется PGM CALL вызов
выбирается новая программа с PGM MGT .
R:
Радиус инструмента R из TOOL DEF-кадра
или таблицы инструментов
DR
TOOL CALL
:
Погрешность DR для радиуса из TOOL CALL-
кадра (не учитывается в индикации
положения)
DR
TAB:
Погрешность DR для радиуса из таблицы
инструментов
R
R
R0
RL
Y
X
Z
X
Y