8 специальные цик лы – Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-01)
Страница 379
HEIDENHAIN TNC 620
379
8.8
Специальные
цик
лы
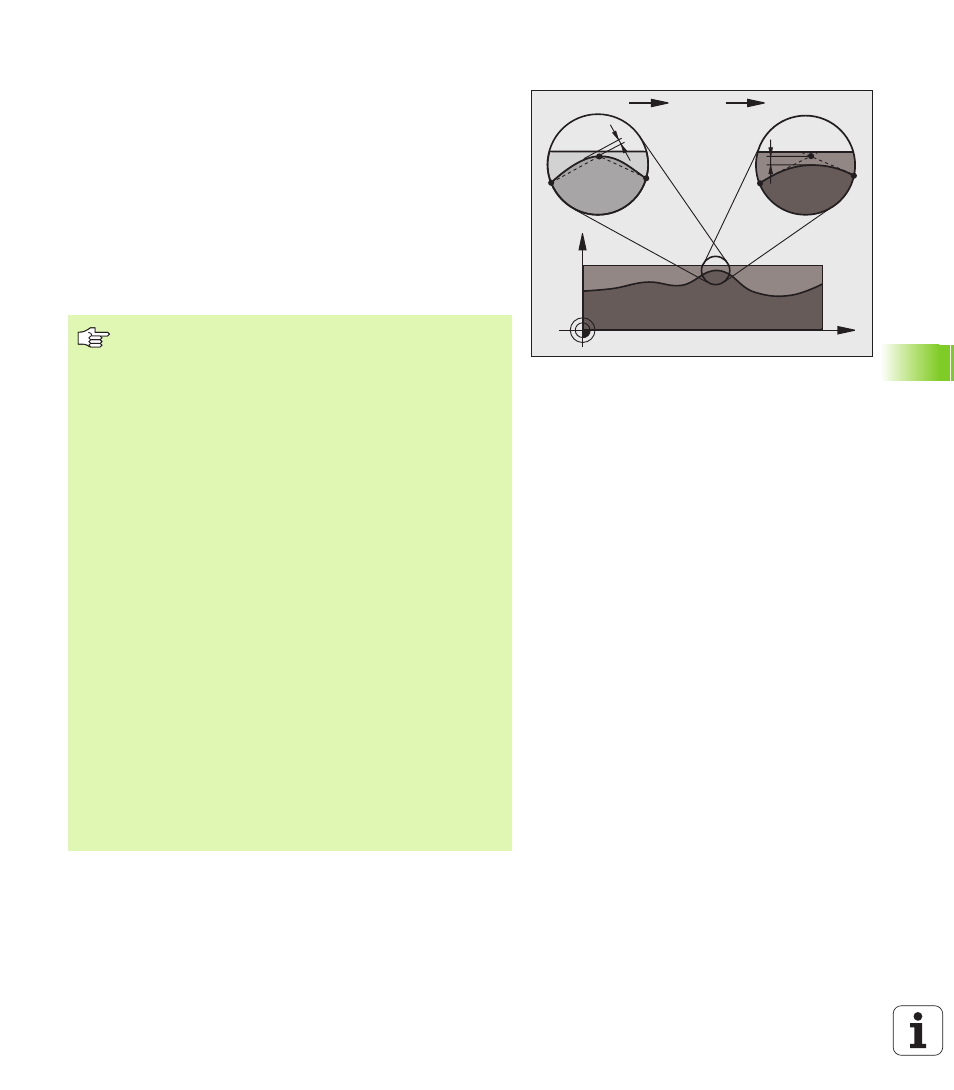
Факторы, влияющие на определение геометрии в CAM-
системе
Значительным фактором, влияющим на внешнее NC-
программирование, является определяемая в CAM-системе
ошибка спрямления S. Исходя из ошибки спрямления
определяется максимальное расстояние точек создаваемой в
постпроцессоре (PP) NC-программы. Если ошибка спрямления
равна или меньше выбранного в цикле 32 допуска T, то ЧПУ
может сглаживать точки контура, поскольку подача не
ограничивается специальными настройками станка.
Оптимальное сглаживание контура достигается, если выбранное
значение допуска в цикле 32 находится между 1,1 и 2-кратной
ошибкой спрямления CAM.
Программирование
X
Z
T
S
CAM
TNC
PP
Перед программированием обратите внимание на
указанные ниже условия
Цикл 32 является DEF-акивным, что означает, он
действует с его определения в программе.
ЧПУ устанавливает цикл 32 в исходное состояние,
если
Вы определяете заново цикл 32 и подтверждаете
вопрос диалога о значении допуска с помощью NO
ENT
Вы выбираете с помощью клавиши PGM MGT новую
программу
После сброса цикла 32 ЧПУ снова активирует
предустановленный допуск, используя параметры
станка
Введенное значение допуска T интерпретируется ЧПУ
в MM-программе в единицу измерения "мм" и в Inch-
программе в единицу измерения "дюйм".
Если оператор считывает при помощи цикла 32
программу, содержащую в качестве параметра цикла
только Значение допуска T, то ЧПУ включает в
данном случае остальные два параметра со
значением 0.
При возрастающем вводе допуска, как правило,
уменьшается диаметр окружности для круговых
движений. Если на станке является активным фильтр
HSC (при необходимости обращаться с запросом к
производителю станков), размеры окружности могут
быть больше.