Круглый карман (цикл 5) – Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-01)
Страница 288
288
8 Программирование: циклы
8.3
Цик
л
ы
фрез
еров
ания
кар
м
анов
, ца
п
ф
и
канав
о
к
КРУГЛЫЙ КАРМАН (цикл 5)
Циклы 1, 2, 3, 4, 5, 17, 18 находятся в группе "Особые циклы".
Нажмите клавишу Softkey OLD CYCLS на второй панели Softkey.
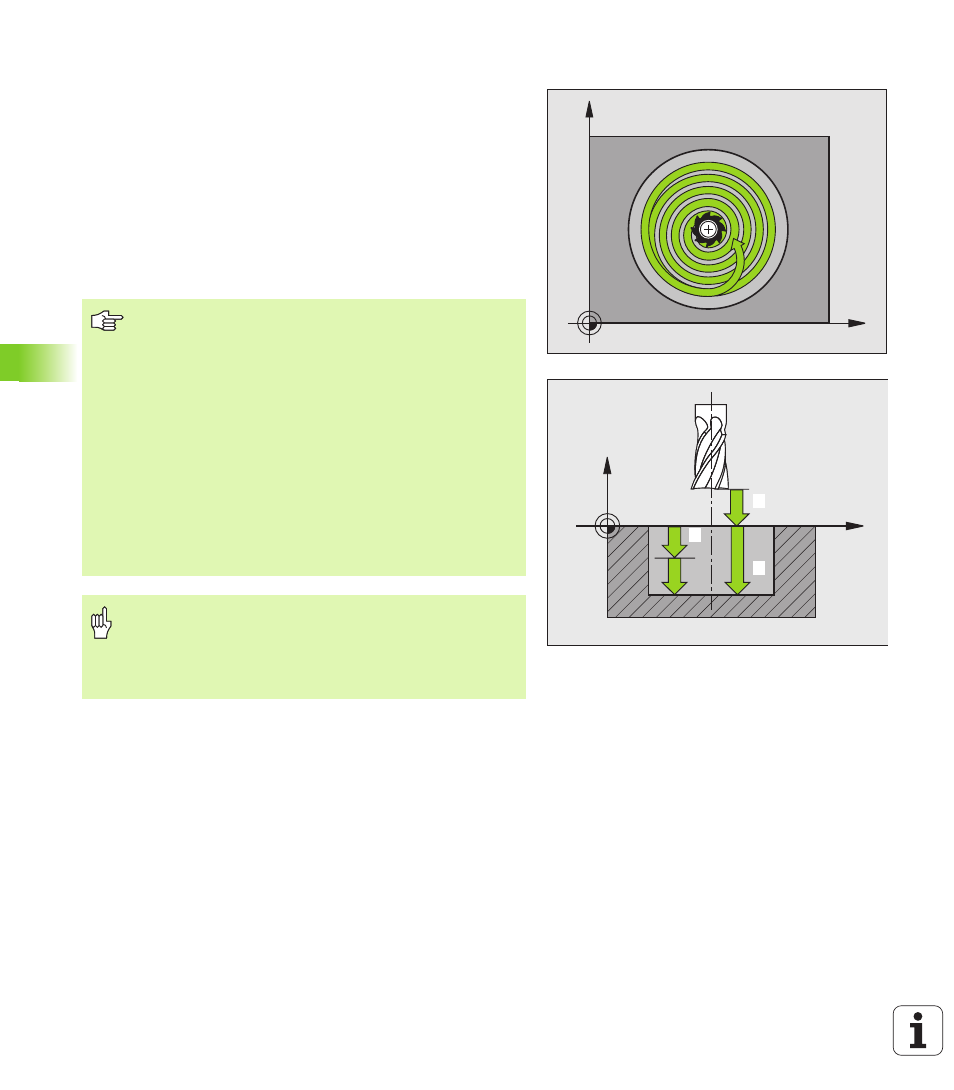
1 Инструмент врезается в стартовой точке (центр кармана) в
заготовку и перемещается на глубину врезания
2 Затем инструмент передвигается со скоростью подачи F по
указанной на рис. справа спиральной траектории; до подачи
на врезание с боковой стороны k, смотри „ФРЕЗЕРОВАНИЕ
КАРМАНОВ (цикл 4)”, страница 282
3 Эта операция повторяется до тех пор, пока не будет
достигнута глубина
4 В конце ЧПУ возвращает инструмент на стартовую позицию
X
Y
X
Z
1
2
3
Перед программированием обратите внимание на
указанные ниже условия
Следует использовать фрезы, имеющие центральный
торцовой зуб (стандарт DIN 844), либо произвести
предворительное сверление в центре кармана.
Установите фрезу над центром кармана с поправкой
на радиус R0.
Программируйте кадр позиционирования с точкой
старта на оси шпинделя (безопасное расстояние над
поверхностью заготовки).
Знак параметра цикла "Глубина" определяет
направление обработки. Если для глубины задается
значение, равное нулю, система ЧПУ не выполняет
цикл.
При помощи машинного параметра displayDepthErr
Вы определяете, должна ли система ЧПУ выдавать
сообщение об ошибке при вводе положительного
значения для глубины.
Осторожно, опасность столкновения!