Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-01)
Страница 298
298
8 Программирование: циклы
8.3
Цик
л
ы
фрез
еров
ания
кар
м
анов
, ца
п
ф
и
канав
о
к
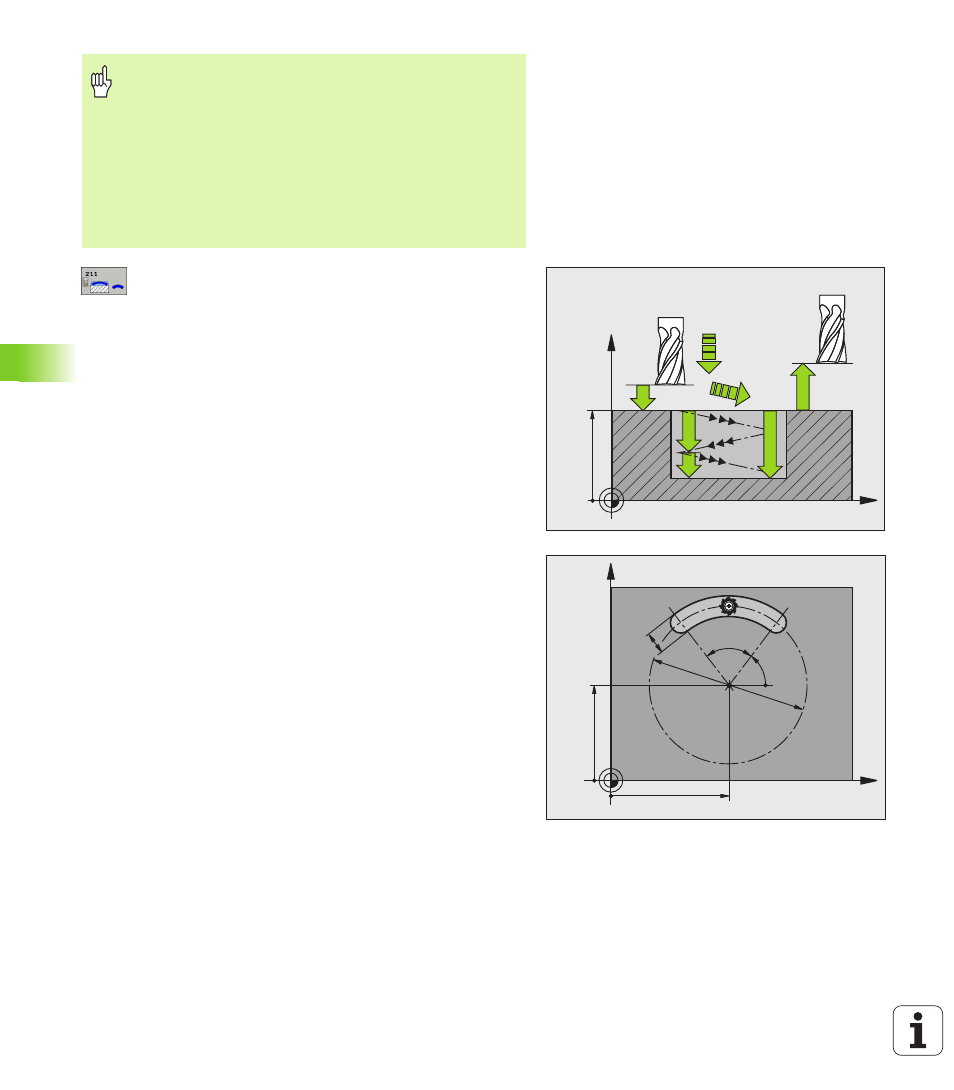
Безопасное расстояние Q200 (в инкрементах):
расстояние от вершины инструмента до
поверхности заготовки
Глубина Q201 (в инкрементах): расстояние от
поверхности заготовки до дна паза
Подача фрезерования Q207: скорость
перемещения инструмента при фрезеровании в
мм/мин
Глубина врезания Q202 (в инкрементах):
величина, на которую инструмент маятниковым
движением врезается по оси шпинделя.
Объем обработки (0/1/2) Q215: определение
объема обработки:
0: черновая и чистовая обработка
1: только черновая обработка
2: только чистовая обработка
Коорд. поверхность заготовки Q203
(абсолютная): координата поверхности заготовки
2-е безопасное расстояние Q204 (в
инкрементах):
Z-координата, в которой не может произойти
столкновения инструмента с заготовкой
(зажимным приспособлением)
Центр 1-й оси Q216 (абсолютный): центр канавки
на главной оси плоскости обработки
Центр 2-й оси Q217 (абсолютный): центр канавки
на вспомогательной оси плоскости обработки
Диаметр сегмента Q244: введите диаметр
сегмента
2-я длина боковой поверхности Q219: введите
ширину канавки; если заданная ширина канавки
равна диаметру инструмента, то ЧПУ выполняет
только черновую обработку (фрезерование
продольного паза)
Стартовый угол Q245 (абсолютный): введите
полярный угол точки старта
Параметр станка displayDepthErr определяет, должна
ли система ЧПУ выдавать сообщение об ошибке при
вводе положительной глубины.
Осторожно, опасность столкновения!
Учтите, что при вводе положительного значения
параметра "Глубина" система автоматически меняет
знак координат предварительного позиционирования.
Инструмент перемещается по оси инструмента на
ускоренном ходу на безопасное расстояние под
поверхность заготовки!
X
Z
Q200
Q207
Q202
Q203
Q204
Q201
X
Y
Q217
Q216
Q248
Q245
Q219
Q244