Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-01)
Страница 350
350
8 Программирование: циклы
8.6
Цик
л
ы
стро
чног
о
фрез
еров
ания
пов
ер
х
но
стей
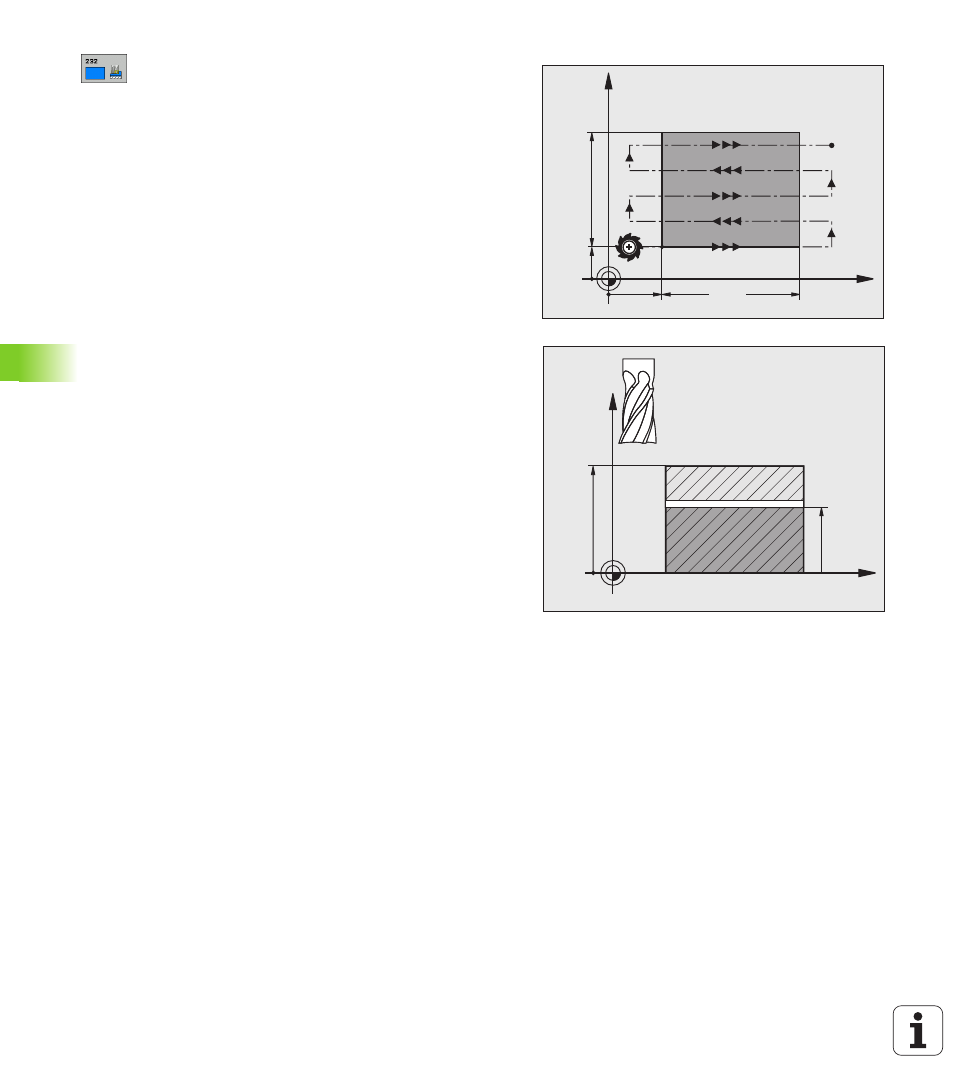
Стратегия обработки (0/1/2) Q389: определяет,
как ЧПУ должна обрабатывать поверхность:
0: меандровая обработка, врезание со стороны
боковой поверхности с подачей
позиционирования вне обрабатываемой
поверхности
1: меандровая обработка, врезание со стороны
боковой поверхности с подачей фрезерования в
пределах обрабатываемой поверхности
2: построчная обработка, обратный ход и
врезание со стороны боковой поверхности с
подачей позиционирования
Точка старта 1-ой оси Q225 (абсолютная):
координата точки старта обрабатываемой
поверхности на главной оси плоскости обработки
Точка старта 2-ой оси Q226 (абсолютная):
координата точки старта обрабатываемой
поверхности на вспомогательной оси плоскости
обработки
Точка старта 3-ей оси Q227 (абсолютная):
координата поверхности заготовки, начиная с
которой следует рассчитывать врезания
Конечная точка 3-ей оси Q386 (абсолютная):
координата на оси шпинделя, до которой следует
фрезеровать поверхность
1-ая длина стороны Q218 (в инкрементах): длина
обрабатываемой поверхности на главной оси
плоскости обработки Через знак числа можно
определить направление первой траектории
фрезерования в отношении к точке старта 1-ой
оси
2-ая длина стороны Q219 (в инкрементах): длина
обрабатываемой поверхности на
вспомогательной оси плоскости обработки Через
знак числа можно определить направление
первого подвода в поперечном отношении к точке
старта 2-ой оси
X
Y
Q226
Q225
Q21
9
Q218
X
Z
Q227
Q386