Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-01)
Страница 237
HEIDENHAIN TNC 620
237
8.2
Цик
л
ы
св
ер
л
ения
, нарез
ания
резьбы
ме
тчик
о
м
и
резьбофрез
еров
ания
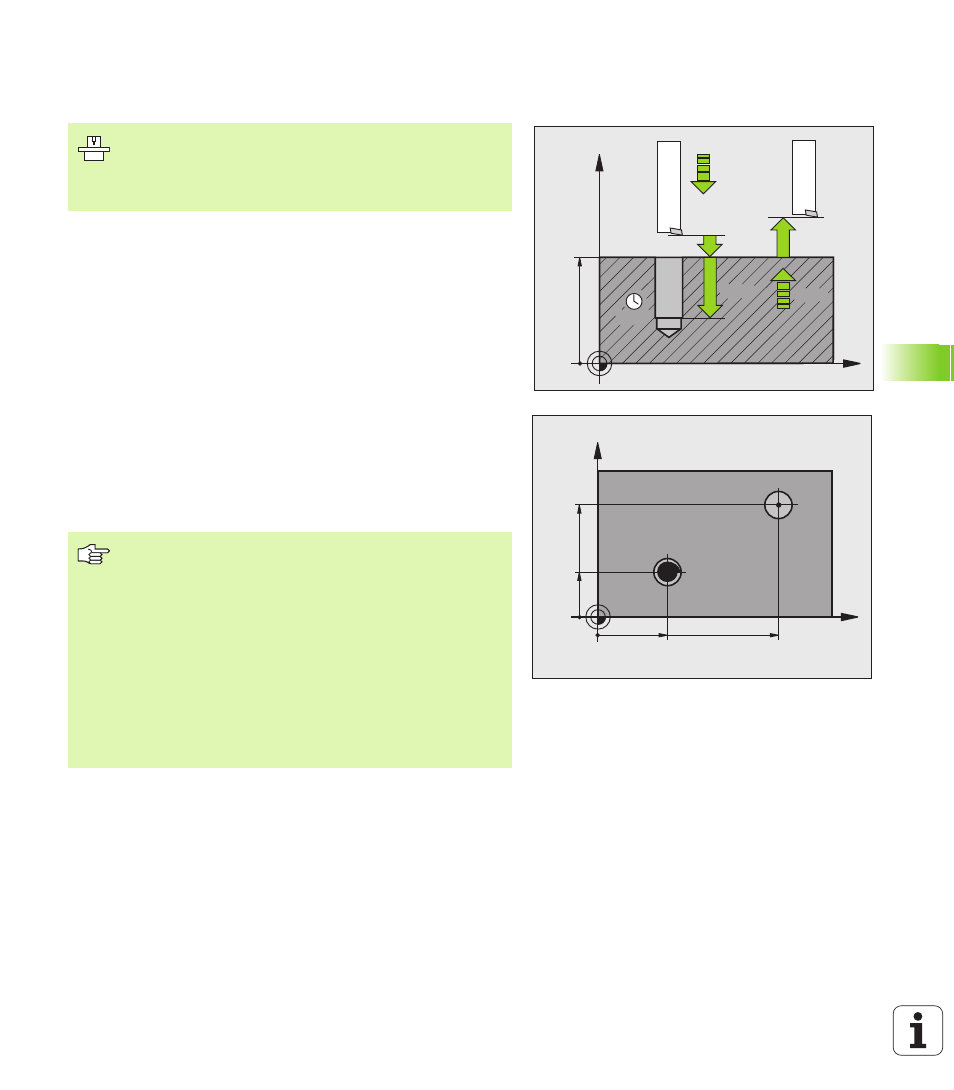
РАСТОЧКА (цикл 202, опция ПО Advanced
programming features)
1 Система ЧПУ позиционирует инструмент на безопасном
расстоянии над поверхностью заготовки на оси шпинделя на
ускоренном ходу FMAX
2 Инструмент сверлит с подачей сверления до достижения
глубины
3 На дне просверленного отверстия инструмент задерживается,
если это было задано, с вращающимся шпинделем для
выхода из материала
4 Затем ЧПУ ориентирует шпиндель на позицию, определенную
параметром Q336
5 Если выбран выход из материала, то система ЧПУ выходит из
материала в заданном направлении на 0,2 мм (фиксированное
значение)
6 Затем ЧПУ перемещает инструмент с подачей обратного хода
на безопасное расстояние и оттуда, если было задано, с FMAX
на 2-е безопасное расстояние. Если Q214=0, то обратный ход
осуществляется по стенке высверленного отверстия
X
Z
Q200
Q201
Q206
Q211
Q203
Q204
Q208
30
X
Y
20
80
50
Станок и ЧПУ должны быть подготовлены фирмой-
изготовителем к эксплуатации.
Цикл используется только на станках с управляемым
шпинделем.
Перед программированием обратите внимание на
указанные ниже условия
Программируйте кадр позиционирования в точке
старта (центр отверстия) плоскости обработки с
поправкой на радиус R0.
Знак параметра цикла "Глубина" определяет
направление обработки. Если для глубины задается
значение, равное нулю, система ЧПУ не выполняет
цикл.
Система ЧПУ устанавливает в конце цикла те
значения шпинделя и подачи СОЖ, которые были
активны до вызова цикла.