Важные позиции при входе и выходе, 3 вх од в ко н тур и вых о д из нег о – Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-01)
Страница 153
HEIDENHAIN TNC 620
153
6.3
Вх
од
в
ко
н
тур
и
вых
о
д
из
нег
о
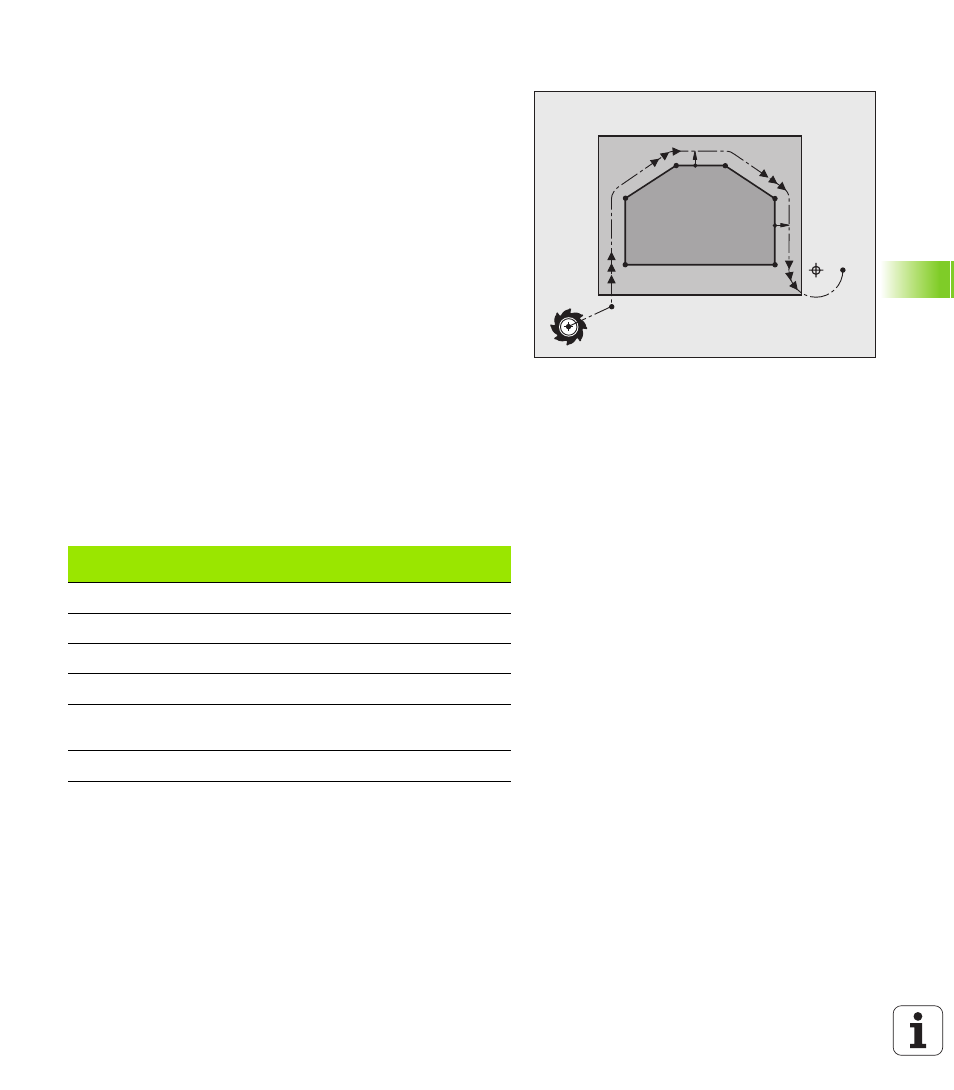
Важные позиции при входе и выходе
Точка старта P
S
Эта точка программируется непосредственно перед APPR-
кадром. P
S
лежит вне контура, подвод производится без
поправки на радиус (R0).
Вспомогательная точка P
H
Подвод и отвод в случае некоторых форм траектории ведется
через вспомогательную точку P
H
, координаты которой система
ЧПУ рассчитывает, исходя из данных APPR- и DEP-кадров.
Система ЧПУ перемещает от текущей позиции к
вспомогательной точке P
H
, заданной в последней подаче. Если
точка была запрограммирована в последнем кадре
позиционирования перед функцией подвода FMAX
(позиционирование на ускоренном ходу), то ЧПУ выполняет
подвод к вспомогательной точке P
H
на ускоренном ходу.
Первая точка контура P
A
и последняя точка контура P
E
Первая точка контура P
A
программируется в APPR-кадре,
последняя точка контура P
E
при помощи любой функции
траектории. Если APPR-кадр содержит также Z-координату, то
ЧПУ перемещает сначала инструмент на плоскости обработки в
точку P
H
, а в этой точке перемещает инструмент по оси
инструмента на заданную глубину.
Конечная точка P
N
Позиция P
N
лежит вне контура и рассчитывается из данных
DEP-кара. Если DEP-кадр содержит Z-координату, то система
ЧПУ сначала перемещает инструмент на плоскости обработки в
точку P
H
и в этой точке поднимает инструмент по оси
инструмента на заданную высоту.
P
H
RL
P
S
R0
P
A
RL
P
E
RL
RL
RL
P
N
R0
Краткое
обозначение
Значение
APPR
англ. APPRoach = подвод
DEP
англ. DEParture = отвод
L
англ. Line = прямая
C
англ. Circle = окружность
T
Тангенциальный (плавный переход,
по касательной)
N
Нормаль (перпендикулярно)