Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-01)
Страница 285
HEIDENHAIN TNC 620
285
8.3
Цик
л
ы
фрез
еров
ания
кар
м
анов
, ца
п
ф
и
канав
о
к
Безопасное расстояние Q200 (в инкрементах):
расстояние от вершины инструмента до
поверхности заготовки
Глубина Q201 (в инкрементах): расстояние от
поверхности заготовки до дна кармана
Подача на врезание Q206: скорость
перемещения инструмента при передвижении на
глубину в мм/мин. Если происходит погружение в
материал, следует ввести значение, которое
будет меньше, чем значение, заданное
параметром Q207
Глубина врезания Q202 (в инкрементах):
величина, на которую инструмент каждый раз
производит врезание; введите значение больше 0.
Подача фрезерования Q207: скорость переме-
щения инструмента при фрезеровании в мм/мин
Коорд. поверхность заготовки Q203
(абсолютная): координата поверхности заготовки
2-е безопасное расстояние Q204 (в
инкрементах): координата оси шпинделя, в
которой столкновение инструмента и заготовки
(зажимного приспособления) невозможно
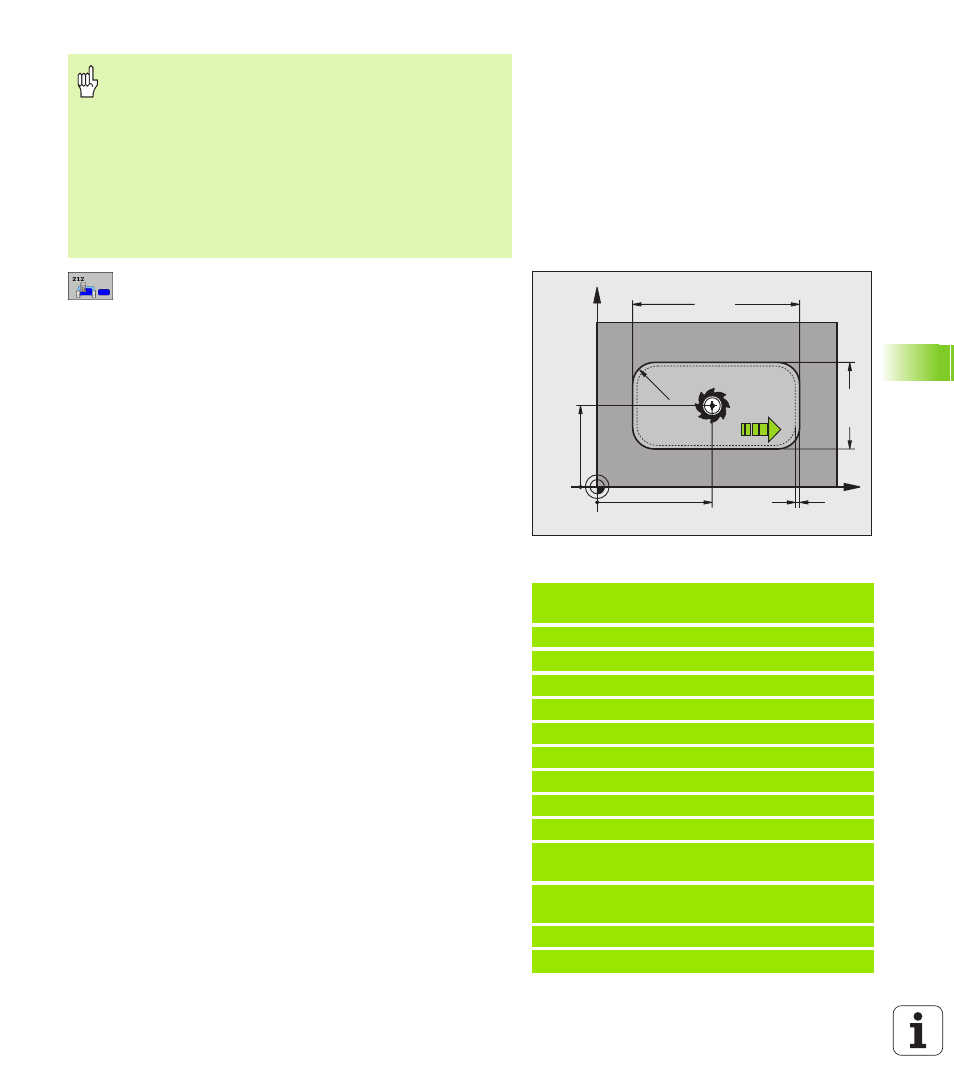
Центр 1-й оси Q216 (абсолютный): центр кармана
на главной оси плоскости обработки
Центр 2-й оси Q217 (абсолютный): центр кармана
на вспомогательной оси плоскости обработки
1-я длина боковой поверхности Q218 (в
инкрементах): длина кармана, параллельная
главной оси плоскости обработки
2-я длина боковой поверхности Q219 (в
инкрементах): длина кармана, параллельная
вспомогательной оси плоскости обработки
Радиус угла Q220: радиус угла кармана. Если
значение не задано, ЧПУ присваивает радиусу
углов значение, равное радиусу инструмента
Припуск 1-й оси Q221 (в инкрементах): припуск
для расчета предварительной позиции на главной
оси плоскости обработки, в соотношении с длиной
кармана
При помощи машинного параметра displayDepthErr
Вы определяете, должна ли система ЧПУ выдавать
сообщение об ошибке при вводе положительного
значения для глубины.
Осторожно, опасность столкновения!
Учтите, что при вводе положительного значения
параметра "Глубина" система автоматически меняет
знак координат предварительного позиционирования.
Инструмент перемещается по оси инструмента на
ускоренном ходу на безопасное расстояние под
поверхность заготовки!
Пример: NC-кадры
354 CYCL DEF 212 ЧИСТОВАЯ ОБРАБОТКА
КАРМАНА
Q200=2
;БЕЗОПАСНОЕ РАССТОЯНИЕ
Q201=-20 ;ГЛУБИНА
Q206=150 ;ПОДАЧА ВРЕЗАНИЯ
Q202=5
;ГЛУБИНА ВРЕЗАНИЯ
Q207=500 ;ПОДАЧА ФРЕЗЕРОВАНИЯ
Q203=+30 ;КООРД. ПОВЕРХНОСТИ
Q204=50 ;2. БЕЗОП. РАССТОЯНИЕ
Q216=+50 ;ЦЕНТР 1-ОЙ ОСИ
Q217=+50 ;ЦЕНТР 2-ОЙ ОСИ
Q218=80 ;1-Я ДЛИНА БОК.
ПОВЕРХНОСТИ
Q219=60 ;2-Я ДЛИНА БОК.
ПОВЕРХНОСТИ
Q220=5
;РАДИУС УГЛА
Q221=0
;ПРИПУСК
X
Y
Q21
9
Q218
Q217
Q216
Q207
Q221
Q220