Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-01)
Страница 344
344
8 Программирование: циклы
8.6
Цик
л
ы
стро
чног
о
фрез
еров
ания
пов
ер
х
но
стей
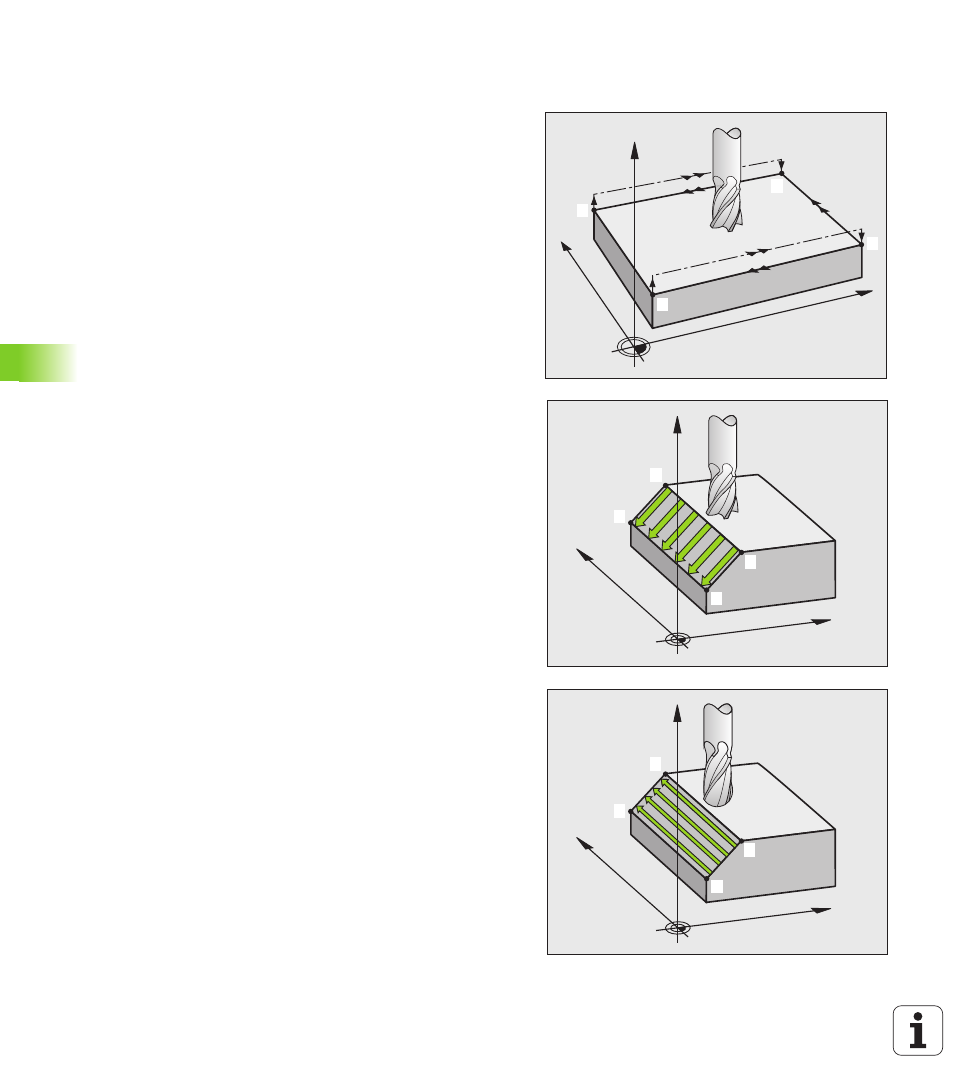
СТАНДАРТНАЯ ПОВЕРХНОСТЬ (цикл 231,
опция ПО Advanced programming features)
1 Система ЧПУ позиционирует инструмент при помощи
трехмерного перемещения прямых из текущей позиции в точку
старта
1
2 Потом инструмент перемещается с запрограммированной
подачей фрезерования в конечную точку
2
3 Там ЧПУ перемещает инструмент на ускоренном ходу FMAX в
положительном направлении оси шпинделя на значение,
равное диаметру инструмента, а затем возвращает
инструмент в точку старта
1
4 В точке старта
1
ЧПУ снова перемещает инструмент на то Z-
значение, на которое инструмент был перемещен в последний
раз
5 Затем ЧПУ смещает инструмент по всем трем осям от точки
1
по направлению к точке
4
на следующую строку
6 Затем ЧПУ перемещает инструмент в конечную точку этой
строки . Конечную точку ЧПУ рассчитывает, исходя из
координат точки
2
и смещения в направлении точки
3
7 Строчечное фрезерование повторяется до тех пор, пока
заданная поверхность не будет полностью обработана.
8 В конце Система ЧПУ позиционирует инструмент над самой
удаленной от контура точке (из заданных) на оси шпинделя на
значение диаметра инструмента
Обработка резкой
Точку старта, а вместе с ней и направление фрезерования можно
выбрать, потому что ЧПУ обычно выполняет отдельные проходы
от точки
1
до точки
2
, а общая траектория проходит от точки
1
/
2
до точки
3
/
4
. Можно назначить точку
1
в каждом углу
обрабатываемой поверхности.
Можно оптимизировать качество поверхности в случае
использования концевых фрез следующим образом:
При обработке строганием (значение координаты точки
1
на оси
шпинделя больше значения координаты точки
2
на оси
шпинделя) на слегка наклоненных поверхностях.
При обработке протяжкой (значение координаты точки
1
на оси
шпинделя меньше значения координаты точки
2
на оси
шпинделя) на поверхностях с большим углом наклона
на искривленных поверхностях, назначив направление
главного движения (от точки
1
к точке
2
) в сторону наибольшего
наклона поверхности.
Можно оптимизировать качество поверхности в случае
использования радиусных фрез следующим образом:
X
Y
Z
1
2
3
4
X
Y
Z
1
2
3
4
X
Y
Z
1
4
3
2