Коррекция на радиус инструмента, 3 коррекция инстр умента – Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-01)
Страница 136
136
5 Программирование: инструменты
5.3
Коррекция
инстр
умента
Коррекция на радиус инструмента
Кадр программы для движения инструмента содержит
RL или RR для поправки на радиус
R0, если не должна производиться коррекция радиуса
Коррекция на радиус начинает учитываться сразу после вызова
инструмента и будет перемещаться с помощью кадра прямых на
плоскости обработки с RL или RR.
При поправке на длину учитываются как дельта-значения из
TOOL CALL-кадра, так и из таблицы инструментов:
Величина коррекции = R + DR
TOOL CALL
+ DR
TAB
с
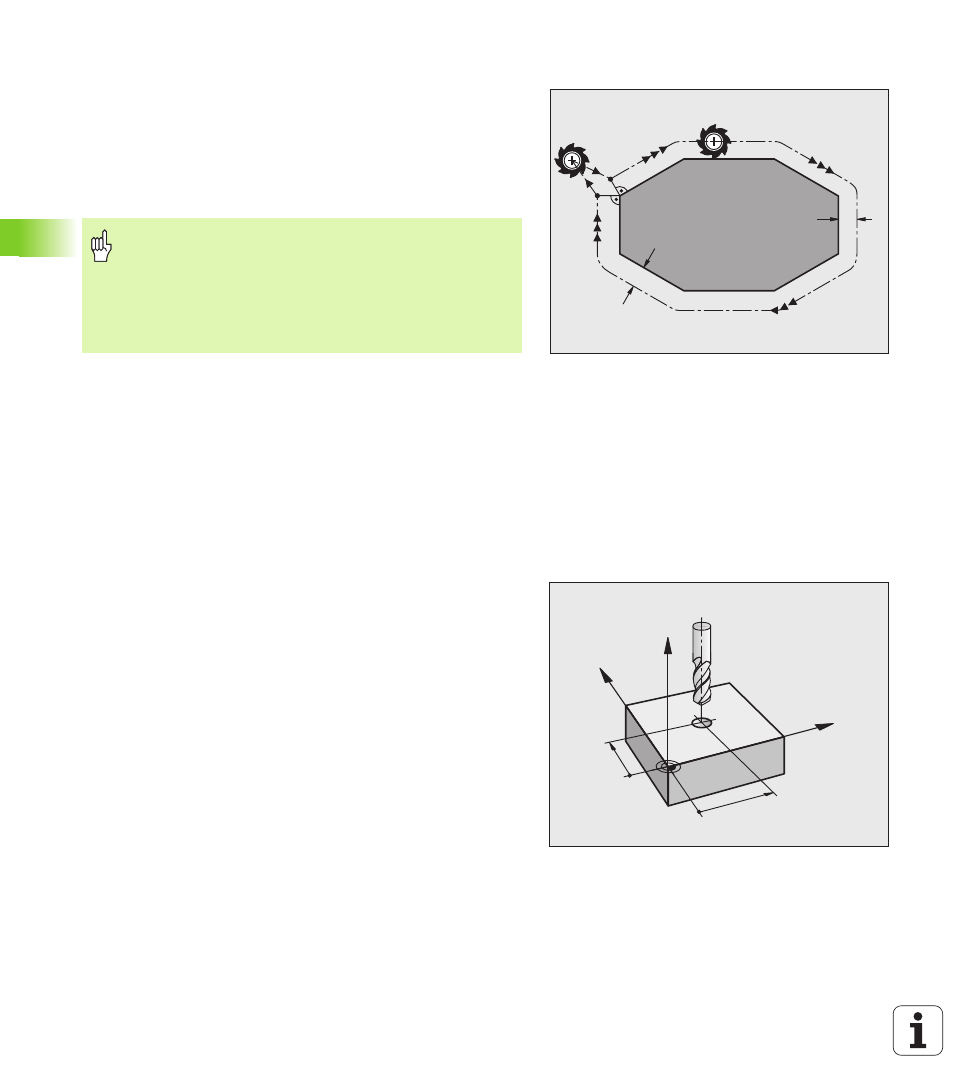
Движения по траектории без поправки на радиус: R0
Инструмент и его центр перемещаются на плоскости обработки по
запрограммированнй траектории, или на запрограммированные
координаты.
Применение: сверление, предпозиционирование.
R
R
R0
RL
Система ЧПУ отменяет поправку на радиус, если:
программируется линейное перемещение с R0
выполняется выход из контура с помощью функции
DEP
программируется вызов PGM CALL
выбирается новая программа при помощи PGM MGT
R:
Радиус инструмента R из TOOL DEF-кадра
или таблицы инструментов
DR
TOOL CALL
:
Припуск DR для радиуса из TOOL CALL-кадра
(не учитывается в индикации положения)
DR
TAB:
Припуск DR для радиуса из таблицы
инструментов
Y
X
Z
X
Y