Фрезерование карманов (цикл 4) – Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-01)
Страница 282
282
8 Программирование: циклы
8.3
Цик
л
ы
фрез
еров
ания
кар
м
анов
, ца
п
ф
и
канав
о
к
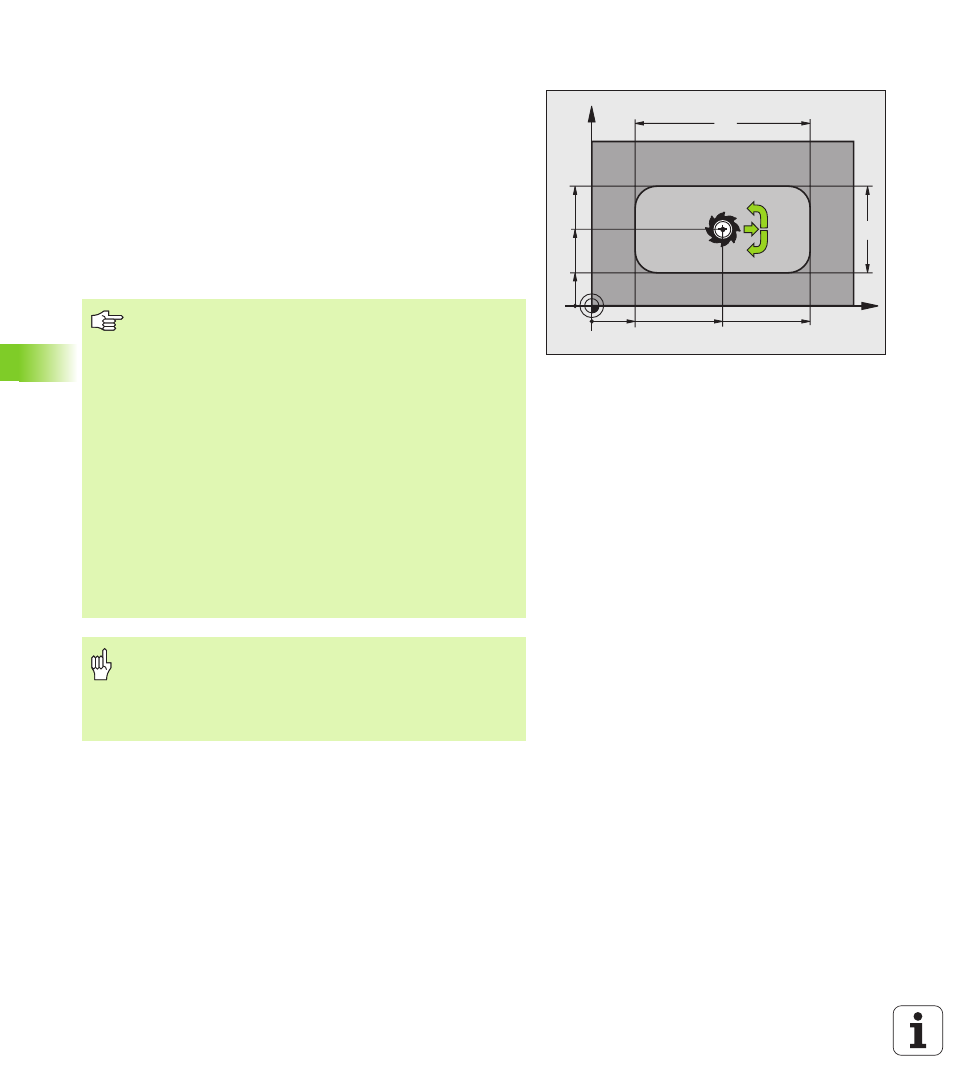
ФРЕЗЕРОВАНИЕ КАРМАНОВ (цикл 4)
Циклы 1, 2, 3, 4, 5, 17, 18 находятся в группе "Особые циклы".
Нажмите клавишу Softkey OLD CYCLS на второй панели Softkey.
1 Инструмент врезается в стартовой точке (центр кармана) в
заготовку и перемещается на глубину врезания
2 Сначала инструмент перемещается в положительном
направлении более длинной стороны, в случае квадратных
карманов в положительном направлении Y, и выполняет
чистовую обработку кармана изнутри наружу
3 Эта операция повторяется (от 1 до 2 раз) до тех пор, пока не
будет достигнута заданная глубина
4 В конце цикла ЧПУ возвращает инструмент в точку старта
X
Y
DR+
40
80
55
35
15
100
60
20
DR
Учитывайте перед программированием
Следует использовать фрезы, имеющие центральный
торцовой зуб (стандарт DIN 844), либо произвести
предворительное сверление в центре кармана.
Установите фрезу над центром кармана с поправкой
на радиус R0.
Программируйте кадр позиционирования с точкой
старта на оси шпинделя (безопасное расстояние над
поверхностью заготовки).
Знак параметра цикла "Глубина" определяет
направление обработки. Если для глубины задается
значение, равное нулю, система ЧПУ не выполняет
цикл.
Для 2-й длины боковой части действует следующее
условие: 2-я длина боковой части больше чем [(2 x
радиус скругления) + подвод со стороны k].
При помощи машинного параметра displayDepthErr
Вы определяете, должна ли система ЧПУ выдавать
сообщение об ошибке при вводе положительного
значения для глубины.
Осторожно, опасность столкновения!