Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-01)
Страница 284
284
8 Программирование: циклы
8.3
Цик
л
ы
фрез
еров
ания
кар
м
анов
, ца
п
ф
и
канав
о
к
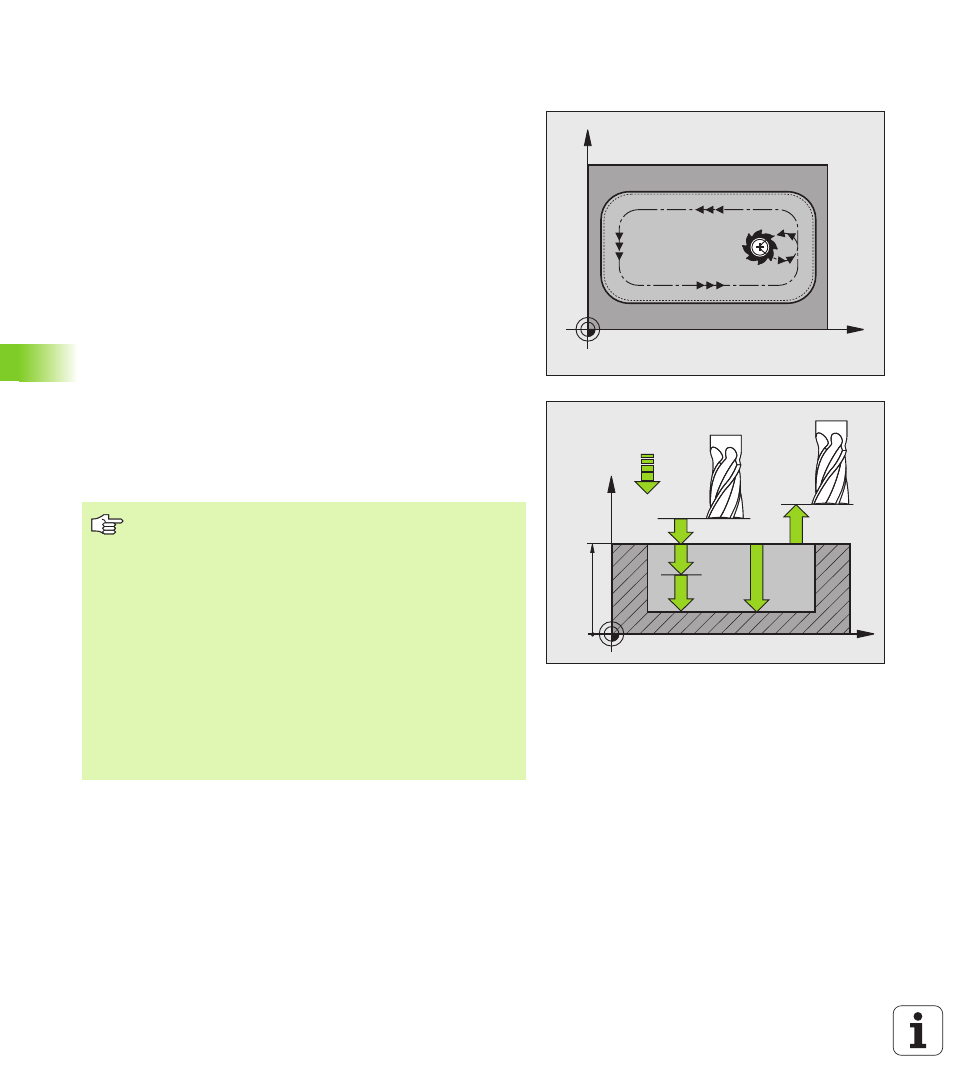
ЧИСТОВАЯ ОБРАБОТКА КАРМАНА (цикл 212,
опция ПО Advanced programming features)
1 Система ЧПУ перемещает инструмент автоматически по оси
шпинделя на безопасное расстояние или, если задано, на 2-
ое безопасное расстояние, а затем в центр кармана
2 Из центра кармана инструмент в плоскости обработки
перемещается в точку старта обработки. Система ЧПУ при
расчете точки старта учитывает припуск и радиус
инструмента. При необходимости ЧПУ делает прорезь в
центре кармана.
3 Если инструмент находится на 2-м безопасном расстоянии,
система ЧПУ производит перемещение на ускоренном ходу
FMAX на безопасное расстояние и оттуда со скоростью подачи
врезания перемещается на первую глубину врезания
4 Затем инструмент перемещается по касательной к готовой
части контура, выполняя попутное фрезерование витка.
5 После чего инструмент возвращается в точку старта на
плоскости обработки по касательной к контуру.
6 Эта операция (с 3 по 5 пункт) повторяется до тех пор, пока не
будет достигнута заданная глубина
7 В конце цикла ЧПУ перемещает инструмент на ускоренном
ходу на безопасное расстояние или, если задано, на 2-
ое безопасное расстояние, а затем в центр кармана (конечная
позиция = позиция старта)
X
Y
X
Z
Q200
Q201
Q206
Q202
Q203
Q204
Учитывайте перед программированием
ЧПУ автоматически выполняет предварительное
позиционирование инструмента на оси инструмента и
на плоскости обработки.
Знак параметра цикла "Глубина" определяет
направление обработки. Если для глубины задается
значение, равное нулю, система ЧПУ не выполняет
цикл.
Для выполнения чистовой обработки следует
использовать фрезы, имеющие центральный торцовой
зуб (стандарт DIN 844) и ввести небольшое значение
для подачи врезания на глубину.
Минимальный размер кармана: радиус инструмента,
умноженный на 3.