Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-01)
Страница 342
342
8 Программирование: циклы
8.6
Цик
л
ы
стро
чног
о
фрез
еров
ания
пов
ер
х
но
стей
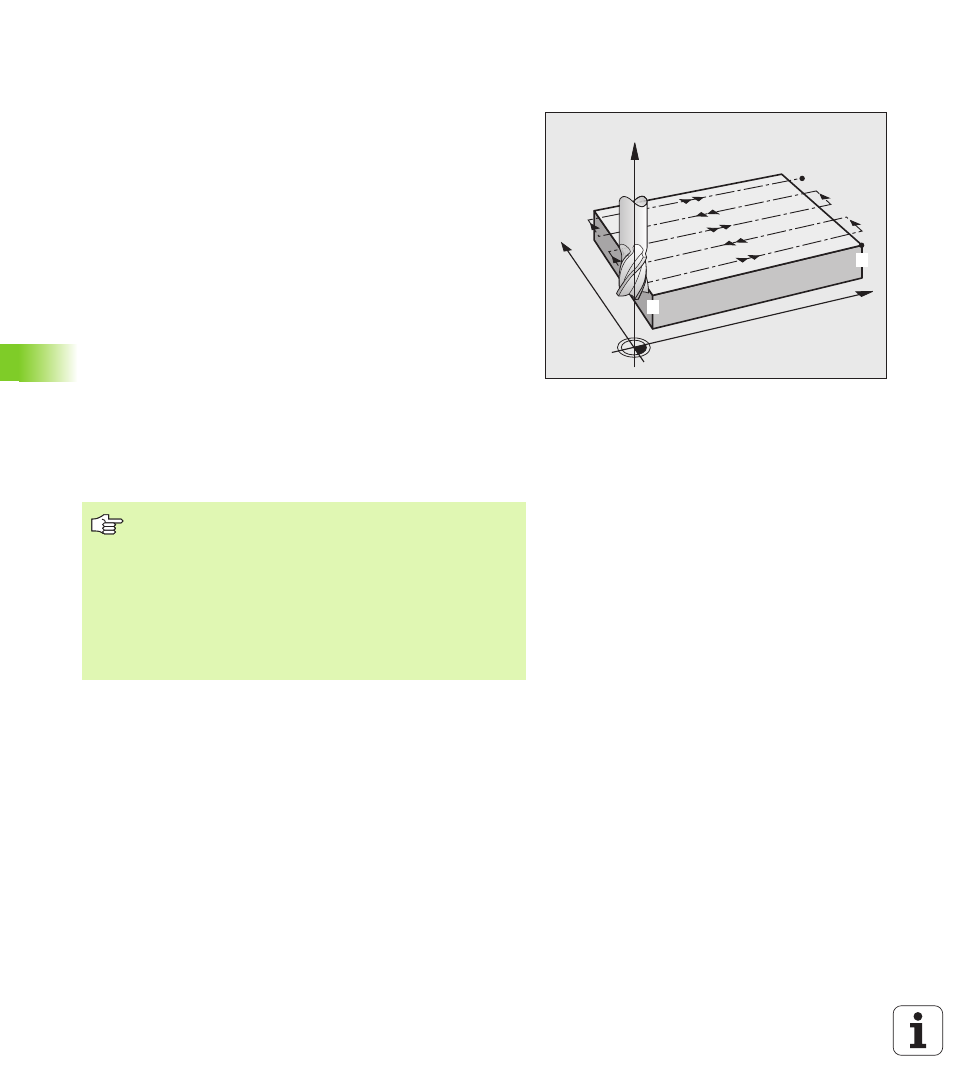
СТРОЧНОЕ ФРЕЗЕРОВАНИЕ (цикл 230, опция
ПО Advanced programming features)
1 Система ЧПУ позиционирует инструмент с FMAX с текущей
позиции на плоскости обработки в точку старта
1
; при этом
ЧПУ смещает инструмент на значение радиуса инструмента
влево и вверх
2 Затем инструмент перемещается с FMAX по оси шпинделя на
безопасное расстояние, а потом - на запрограммированную
позицию на оси шпинделя с подачей врезания
3 Потом инструмент с запрограммированной подачей
фрезерования перемещается в конечную точку
2
; ЧПУ
рассчитывает конечную точку, исходя из
запрограммированной точки старта, запрограммированной
длины и радиуса инструмента
4 ЧПУ смещает инструмент в поперечном направлении с
подачей фрезерования в точку старта следующей строки; ЧПУ
рассчитывает смещение, исходя из запрограммированной
ширины и количества проходов
5 Затем инструмент возвращается в отрицательном
направлении 1-й оси
6 Строчечное фрезерование повторяется до тех пор, пока
заданная поверхность не будет полностью обработана
7 В конце ЧПУ возвращает инструмент на безопасное
расстояние с FMAX
X
Y
Z
1
2
Перед программированием обратите внимание на
указанные ниже условия
Система ЧПУ позиционирует инструмент с текущей
позиции сначала в плоскость обработки, а затем по
оси шпинделя в точку старта.
Следует произвести такое предварительное
позиционирование инструмента, чтобы возможность
столкновения с заготовкой или зажимным
приспособлением была исключена.