Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-01)
Страница 141
HEIDENHAIN TNC 620
141
5.4
Тр
ех
м
ер
н
ая
к
о
ррекция
инстр
умента
(
опция
ПО
2)
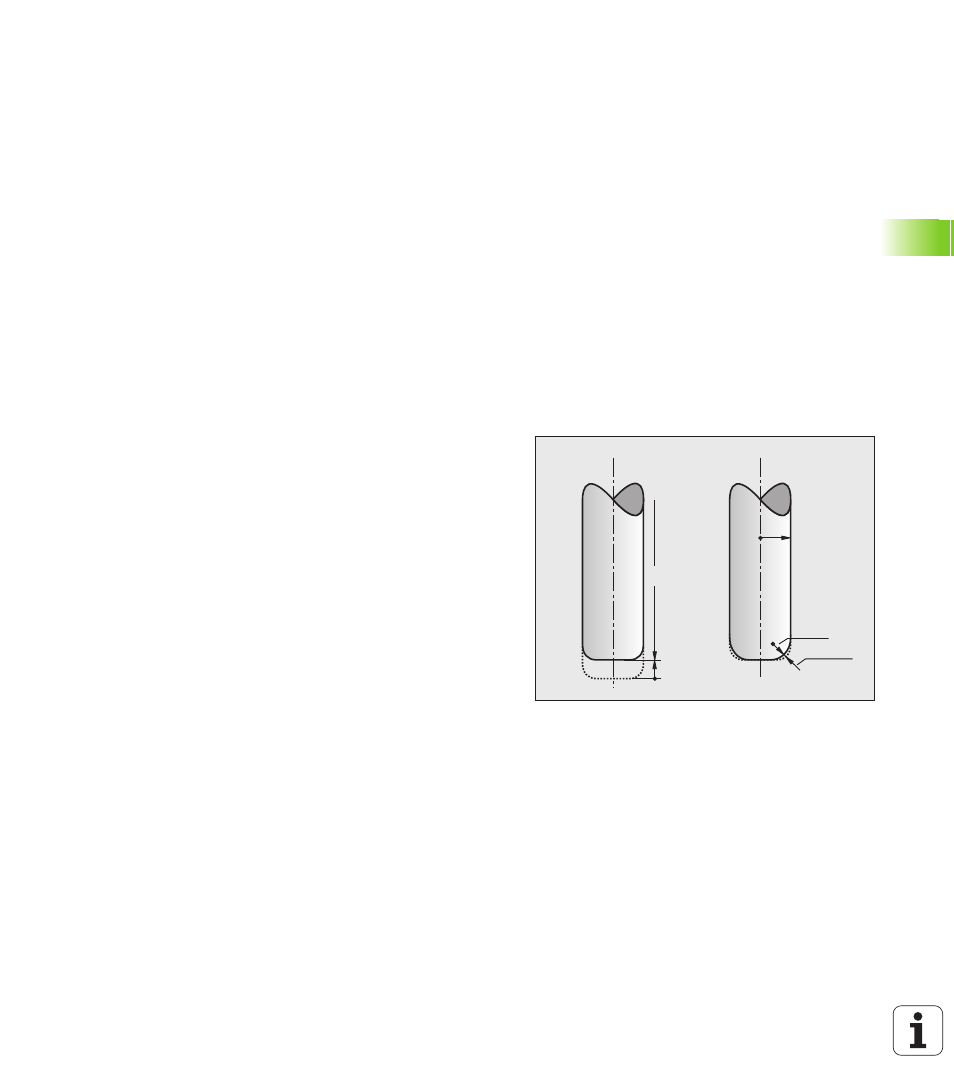
Допустимые формы инструмента
Допустимые формы инструмента (смотри рисунок) задаются в
таблице инструментов, при помощи радиусов инструментов R и
R2:
Радиус инструмента R: размер от центра инструмента к
внешней поверхности инструмента
Радиус инструмента 2 R2: радиус закругления от вершины
инструмента (конца) к внешней поверхности инструмента
Отношение R к R2 задает форму инструмента:
R2 = 0: концевая фреза
R2 = R: радиусная фреза
0 < R2 < R: угловая радиусная фреза
На основании этих данных расчитываются координаты опорной
точки инструмента P
T
.
Использование других инструментов:
значения дельта
Если используются инструменты, обладающие другими
размерами, чем превоначально предусмотрено, то необходимо
ввести разницу длины и радиуса как дельта-значения в таблицу
инструментов или в вызов инструмента TOOL CALL:
Положительное значение дельта DL, DR, DR2: размеры
инструмента больше размеров оргинального инструмента
(припуск)
Отрицательное значение дельта DL, DR, DR2: размеры
инструмента меньше размеров оргинального инструмента
(заниженный размер)
Система ЧПУ коррегирует положение инструмента на величину
суммы дельта-значений из таблицы инструментов и вызова
инструмента.
DL>0
L
R
DR2>0
R2