Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-01)
Страница 345
HEIDENHAIN TNC 620
345
8.6
Цик
л
ы
стро
чног
о
фрез
еров
ания
пов
ер
х
но
стей
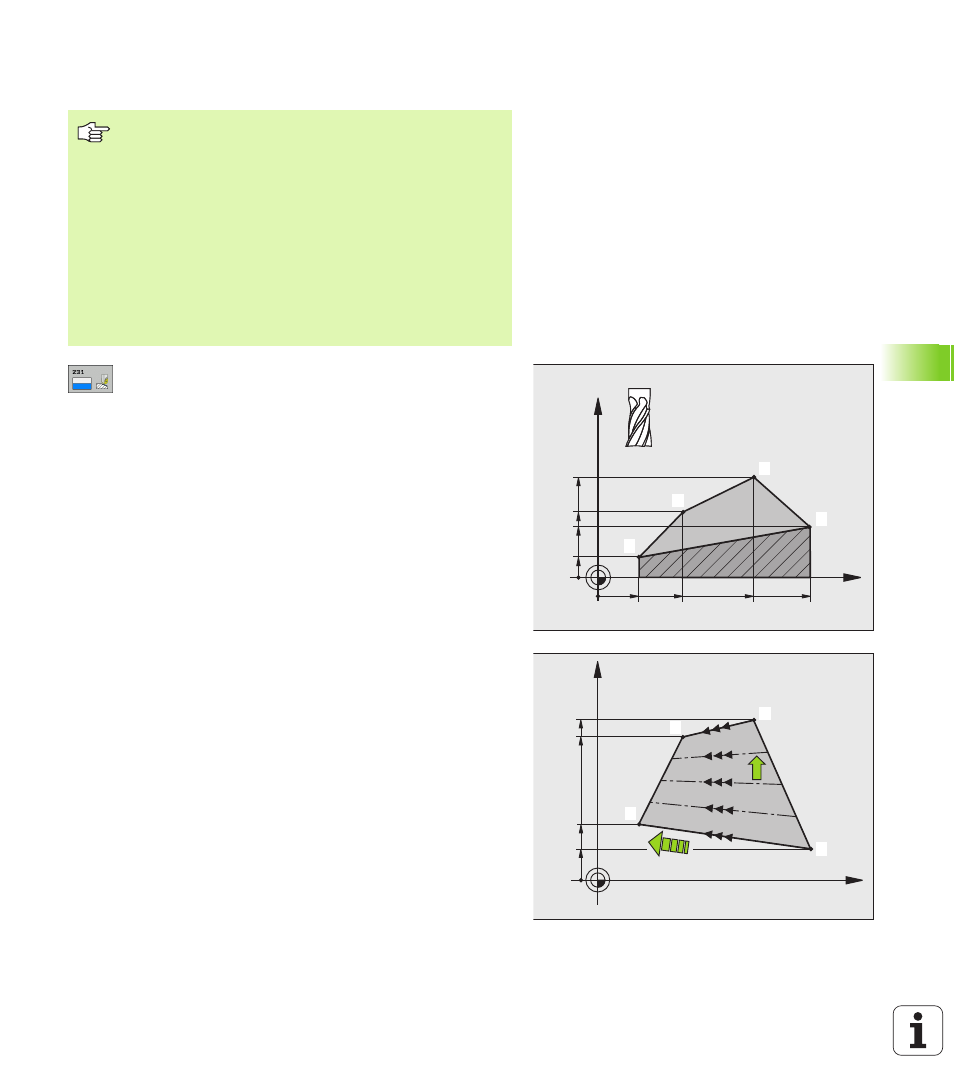
на искривленных поверхностях назначить направление
главного движения (от точки
1
к точке
2
) перпендикулярно к
наибольшему наклону
Точка старта 1-й оси Q225 (абсолютная):
координата точки старта обрабатываемой
поверхности на главной оси плоскости обработки
Точка старта 2-й оси Q226 (абсолютная):
координата точки старта обрабатываемой
поверхности на вспомогательной оси плоскости
обработки
Точка старта 3-й оси Q227 (абсолютная):
координата точки старта обрабатываемой
поверхности на оси шпинделя
2-я точка 1-й оси Q228 (абсолютная): координата
конечной точки обрабатываемой поверхности на
главной оси плоскости обработки
2-я точка 2-й оси Q229 (абсолютная): координата
конечной точки обрабатываемой поверхности на
вспомогательной оси плоскости обработки
2-я точка 3-й оси Q230 (абсолютная): координата
конечной точки обрабатываемой поверхности на
оси шпинделя
3-ая точка 1-ой оси Q231 (абсолютная):
координата точки
3
на главной оси плоскости
обработки
3-ая точка 2-ой оси Q232 (абсолютная):
координата точки
3
на вспомогательной оси
плоскости обработки
3-я точка 3-й оси Q233 (абсолютная): координата
точки
3
на оси шпинделя
Перед программированием обратите внимание на
указанные ниже условия
Система ЧПУ позиционирует инструмент от текущей
позиции при помощи трехмерного перемещения
прямых в точку старта
1
. Следует так произвести
предварительное позиционирование инструмента,
чтобы избежать столкновения инструмента с
заготовкой или зажимными приспособлениями.
ЧПУ перемещает инструмент с поправкой на радиус
R0 между введенными позициями
При необходимости следует использовать фрезу,
имеющую центральный торцовой зуб (DIN 844).
X
Z
Q236
Q233
Q227
Q230
Q228
Q225
Q234
Q231
1
4
2
3
X
Y
Q229
Q207
N = Q240
Q226
Q232
Q235
1
2
3
4