5 sl- цик лы – Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-01)
Страница 319
HEIDENHAIN TNC 620
319
8.5 SL-
цик
лы
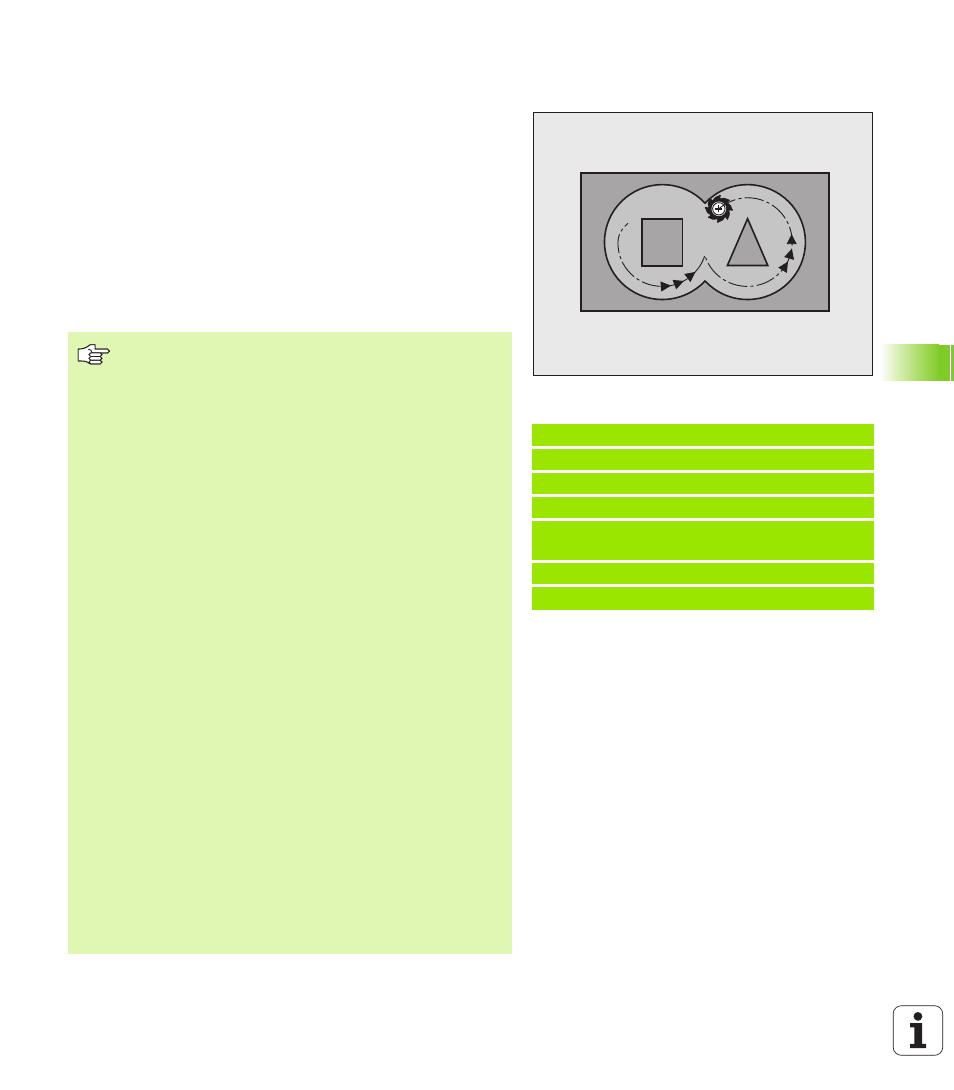
ПРОТЯЖКА (цикл 22, опция ПО Advanced
programming features)
1 Система ЧПУ позиционирует инструмент над точкой врезания;
при этом учитывается припуск на чистовую обработку боковой
поверхности
2 На первой глубине врезания инструмент фрезерует контур по
направлению изнутри наружу с рабочей подачей Q12
3 При этом открыто фрезеруются контуры островов (здесь: C/D)
с приближением к контуру кармана (здесь: A/B)
4 На следующем этапе ЧПУ перемещает инструмент на
следующую глубину врезания и повторяет операцию чистовой
обработки до тех пор, пока не будет достигнута
программируемая глубина
5 Затем ЧПУ отводит инструмент на безопасную высоту
Пример: NC-кадры
59 CYCL DEF 22 ПРОТЯЖКА
Q10=+5
;ГЛУБИНА ВРЕЗАНИЯ
Q11=100 ;ПОДАЧА ВРЕЗАНИЯ
Q12=350 ;ПОДАЧА ФРЕЗЕРОВАНИЯ
Q18=1
;ИНСТР. ДЛЯ ЧЕРНОВОЙ
ОБР.
Q19=150 ;МАЯТНИКОВАЯ ПОДАЧА
Q208=99999 ;ПОДАЧА ОБР. ХОДА
Перед программированием обратите внимание на
указанные ниже условия
При необходимости используйте фрезу, имеющую по
центру торцовой зуб (DIN 844) или проводите
предворительное сверление при помощи цикла 21.
Характеристики погружения в цикле 22 определяется
параметром Q19 и таблицей инструментов (столбцы
ANGLE и LCUTS):
Если Q19=0, то ЧПУ погружает инструмент, в
основном, перпендикулярно, даже если был
определен угол погружения для активного
инструмента
Если определен угол ANGLE=90°, ЧПУ погружает
инструмент перпендикулярно. В качестве подачи
погружения используется подача маятникового
движения Q19
Если была определена подача маятникового
движения Q19 в цикле 22 и УГОЛ составляет от 0.1
до 89.999. согласно таблице инструментов, то ЧПУ
погружает инструмент маятниковым движением с
определенным УГЛОМ
Если подача маятникового движения в цикле 22
определена, а УГОЛ в таблице инструментов не
задан, ЧПУ выдает сообщение об ошибке
При чистовой обработке контуров карманов с острыми
внутренними углами в нем может остаться материал,
если коэффициент перекрытия больше 1. Следует
тщательно проверить траекторию внутреннего контура
на тестовой графике и, при необходимости, изменить
коэффициент перекрытия. Таким образом изменяется
распределение рабочих проходов, что приводит к
желаемому результату.
При дополнительной чистовой обработке ЧПУ не
учитывает значение износа DR инструмента.