Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-01)
Страница 265
HEIDENHAIN TNC 620
265
8.2
Цик
л
ы
св
ер
л
ения
, нарез
ания
резьбы
ме
тчик
о
м
и
резьбофрез
еров
ания
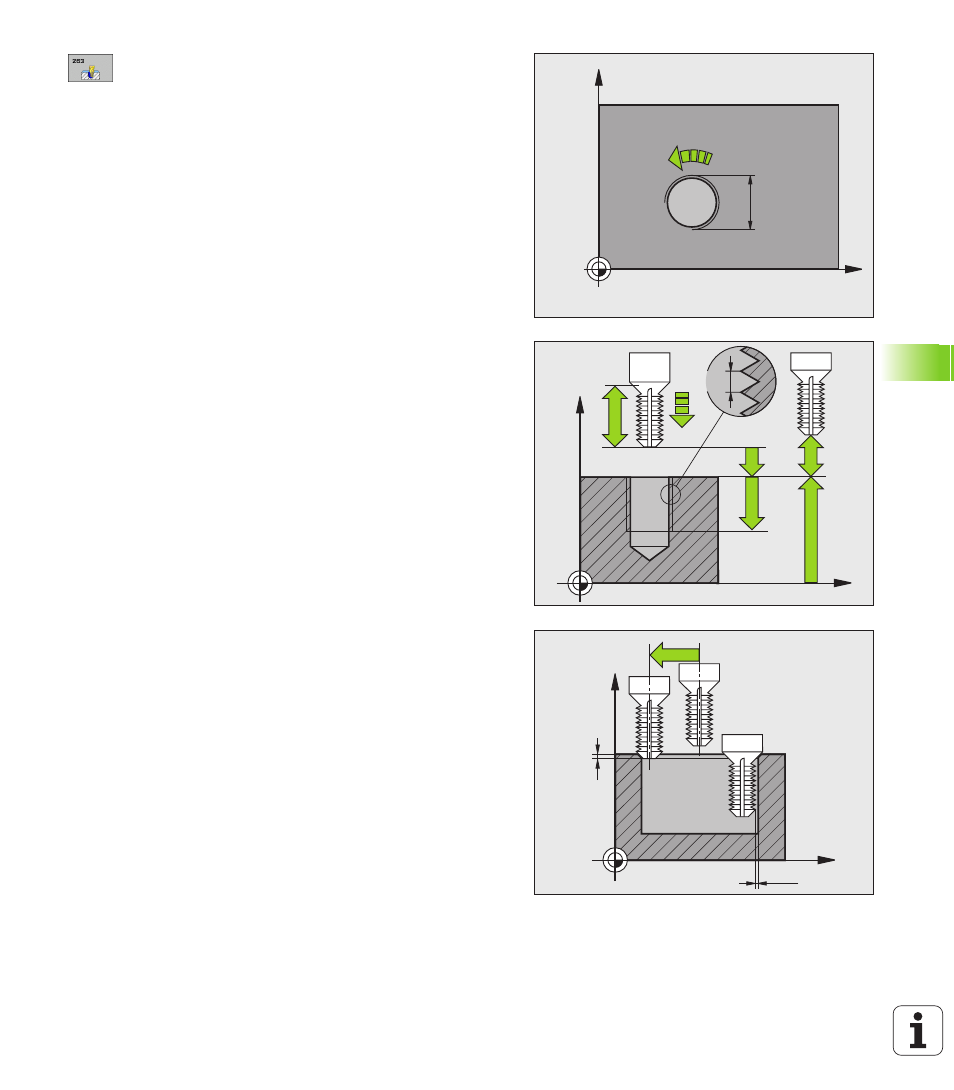
Заданный диаметр Q335: диаметр резьбы
Шаг резьбы Q239: шаг резьбы. Правое или левое
направление резьбы определяется знаками +/-:
+= правая резьба
– = левая резьба
Глубина резьбы Q201 (в инкрементах):
расстояние от поверхности заготовки до дна
отверстия, на стенках которого будет выполняться
резьба
Глубина зенкерования Q356: (в инкрементах):
расстояние между поверхностью заготовки и
вершиной инструмента
Подача предварительного позиционирования
Q253: скорость перемещения инструмента при
врезании в заготовку или при выходе из заготовки
в мм/мин
Вид фрезерования Q351: вид обработки
фрезерованием при M03
+1 = попутное фрезерование
–1 = встречное фрезерование
Безопасное расстояние Q200 (в инкрементах):
расстояние от вершины инструмента до
поверхности заготовки
Безопасное расстояние сбоку Q357 (в
инкрементах): расстояние от режущей кромки
инструмента до стенки отверстия
Глубина с торцевой стороны Q358 (в
инкрементах): расстояние между поверхностью
заготовки и вершиной инструмента во время
зенкерования с торцевой стороны
Смещение зенкерования по торцевой стороне
Q359 (в инкрементах): расстояние, на которое
система ЧПУ смещает центр инструмента
относительно центра отверстия
X
Y
Q207
Q335
X
Z
Q203
Q239
Q201
Q204
Q200
Q253
Q356
X
Z
Q359
Q357
Q358