2 основная информация о функциях траекторий – Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-01)
Страница 149
HEIDENHAIN TNC 620
149
6.2
Основная
инф
ор
м
ация
о
фу
н
кц
и
я
х
траект
орий
6.2 Основная информация о
функциях траекторий
Программирование движения инструмента в
программе обработки
Когда составляется программа обработки, функции траектории
для отдельных элементов контура заготовки программируются по
очереди. Для этого часто вводятся координаты конечных точек
элементов контура из чертежа с нанесенными размерами. На
основании этих данных, данных инструмента и величины
коррекции радиуса, ЧПУ рассчитывает фактическую траекторию
перемещения инструмента.
Система ЧПУ перемещает одновременно все оси станка,
заданные в кадре программы функции траектории.
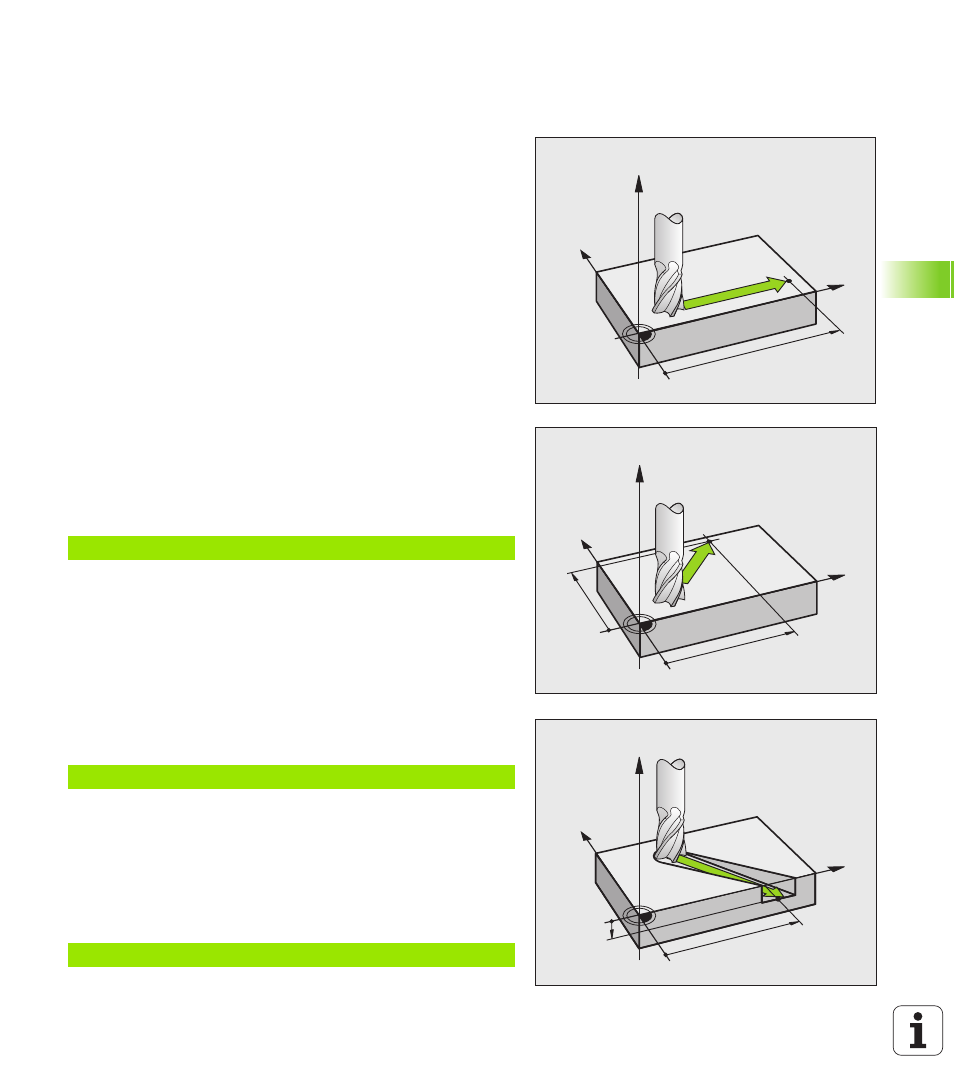
Движение параллельно осям станка
Кадр программы содержит информацию о координатах: ЧПУ
перемещает инструмент параллельно заданной в программе оси
станка.
В зависимости от конструкции станка, при отработке движется
либо инструмент, либо стол машины с закрепленным
инструментом. При программировании движения по траектории
нужно исходить из того, что перемещается инструмент.
Пример:
Инструмент сохраняет Y- и Z-координаты и перемещается на
позицию X=100. См. рисунок.
Движение в главных плоскостях
Кадр программы содержит две координаты: ЧПУ перемещает
инструмент на запрограммированной плоскости.
Пример:
Инструмент сохраняет Z-координату и перемещается на XY-
плоскости в координату X=70, Y=50. См. рисунок
Трехмерное движение
Кадр программы содержит три координаты: ЧПУ перемещает
инструмент в пространстве на запрограммированную позицию.
Пример:
X
Y
Z
100
L X+100
L
Функция траектории “прямая”
X+100
Координаты конечной точки
X
Y
Z
70
50
L X+70 Y+50
X
Y
Z
80
-10
L X+80 Y+0 Z-10