5 sl- цик лы – Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-01)
Страница 330
330
8 Программирование: циклы
8.5 SL-
цик
лы
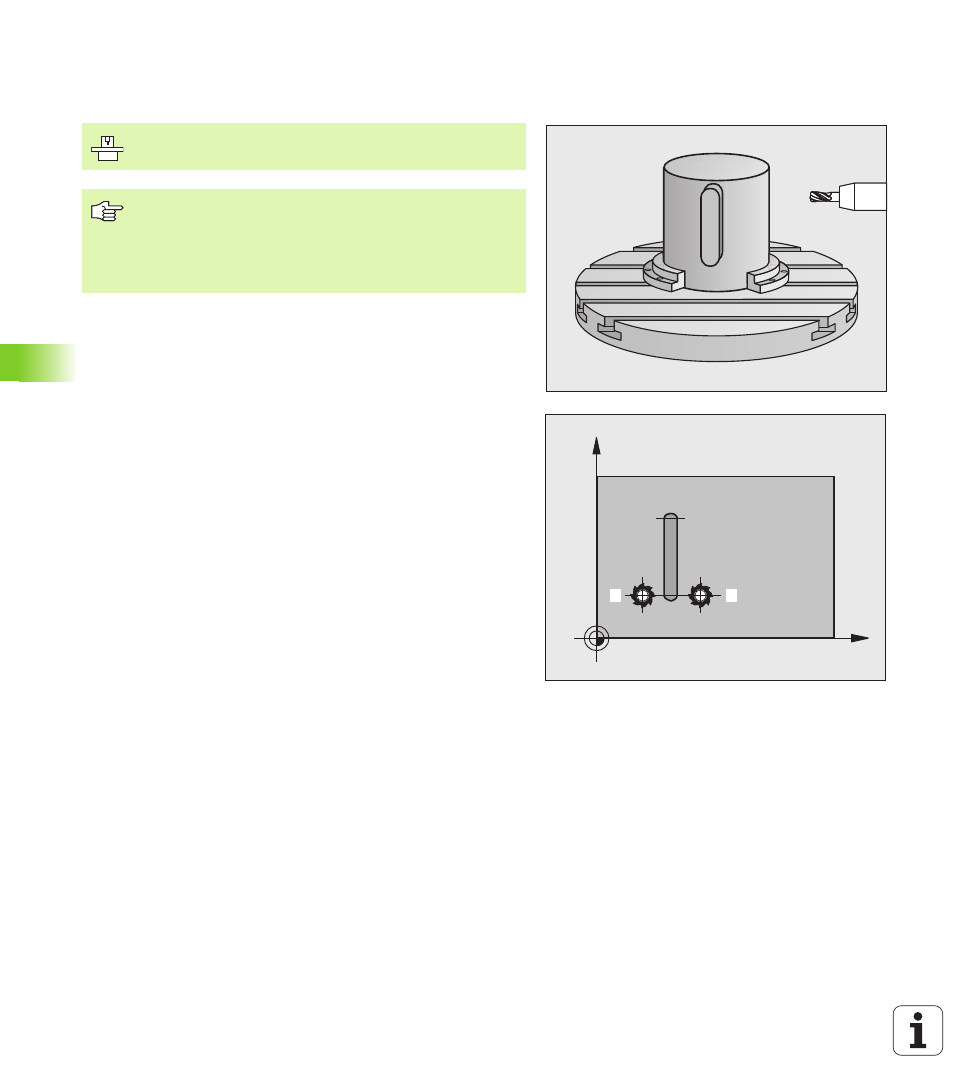
БОКОВАЯ ПОВЕРХНОСТЬ ЦИЛИНДРА
фрезерование цапф (цикл 29, ПО-опция 1)
С помощью этого цикла можно перенести определенную на
развертке цапфу на боковую поверхность цилиндра. Система
ЧПУ так устанавливает инструмент во время выполнения этого
цикла, что стенки всегда находятся параллельно по отношению
друг к другу при активной поправке на радиус. Запрограммируйте
траекторию центра цапфы с указанием поправки на радиус
инструмента. C помощью поправки на радиус определяется, как
ЧПУ выполняет цапфу - попутно или встречно.
В конечных точках цапфы ЧПУ, как правило, добавляет полукруг,
радиус которого соответствует половине ширины цапфы.
1 Система ЧПУ позиционирует инструмент над точкой старта
обработки. Точку старта ЧПУ раcсчитывает на основании
значений ширины цапфы и диаметра инструмента. Эта точка
находится (со смещением на половину ширины цапфы и
диаметрa инструмента) рядом с первой определенной в
подпрограмме контура точкой. Поправка на радиус
определяет, начнется обработка с левой (
1
, RL=попутно) или
с правой стороны цапфы (
2
, RR=встречно)
2 После того, как система ЧПУ позиционирует инструмент на
первую глубину врезания, инструмент плавно перемещается
по дуге окружности к стенке цапфы с подачей фрезерования
Q12 . При необходимости учитывается припуск на чистовую
обработку боковой поверхности.
3 На первой глубине врезания инструмент выполняет
фрезерование с подачей Q12 вдоль стенки цапфы до тех пор,
пока цапфа не будет изготовлена полностью
4 Затем инструмент тангенциально возвращается от стенки
цапфы к точке сарта обработки
5 Шаги с 2 по 4 повторяются до тех пор, пока не будет достигнута
запрограммированная глубина фрезерования Q1
6 Затем инструмент возвращается по на оси инструмента на
безопасную высоту или на последнюю запрограммированную
до цикла позицию
C
Z
1
2
Станок и ЧПУ должны быть подготовлены фирмой-
изготовителем к эксплуатации.
Внимательно прочитайте до начала
программирования
Предписанные значения программы для циклов
обработки боковых поверхностей цилиндра (смотри