5 циклы прорезки – Инструкция по эксплуатации HEIDENHAIN SW 54843x-03
Страница 261
HEIDENHAIN MANUALplus 620
261
4.5 Циклы прорезки
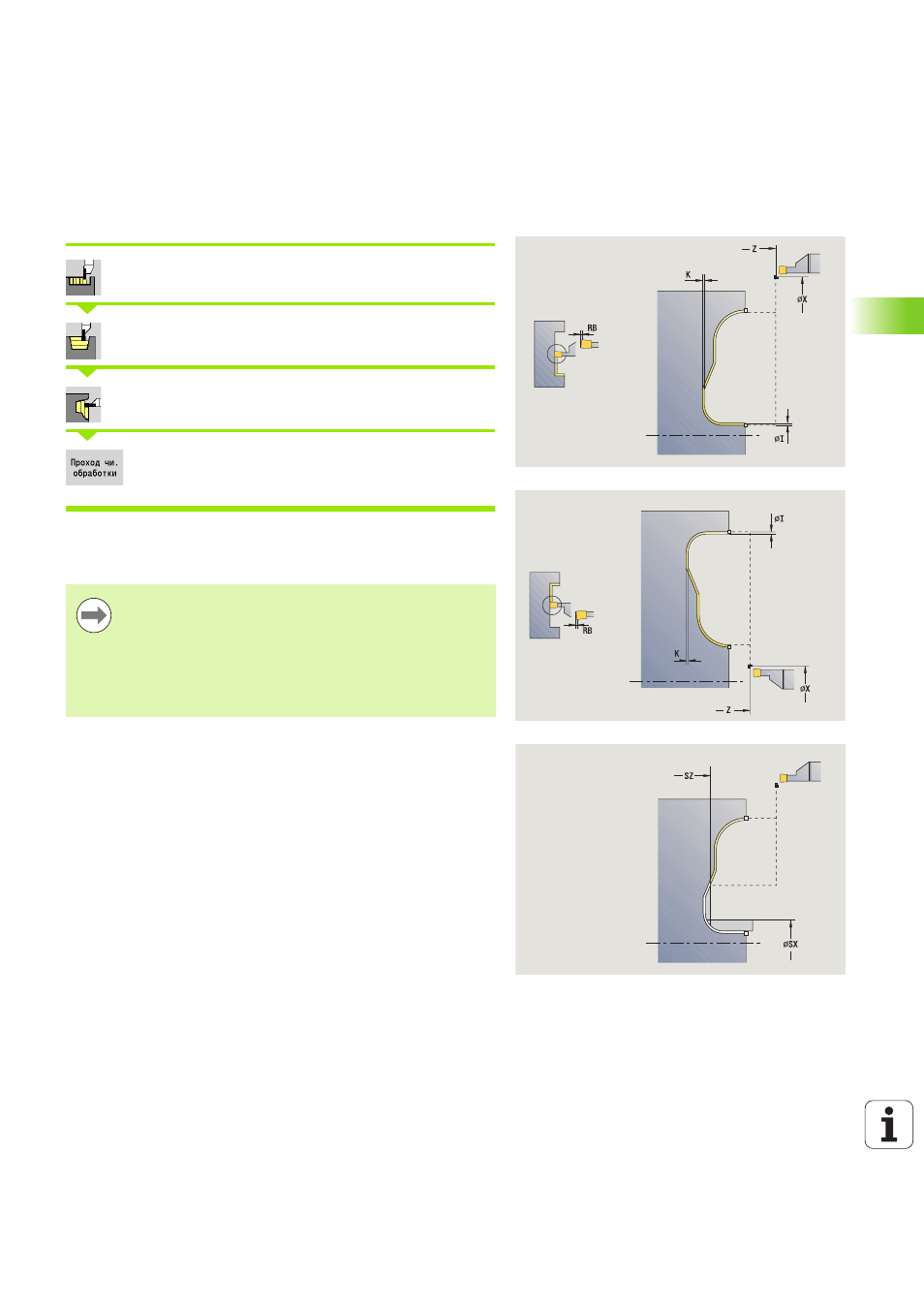
Токарная прорезка ICP аксиально, чистовая
обработка
Выбрать «циклы прорезания»
Выбрать «прорезное точение»
Выберите Токарную прорезку аксиально ICP
Активируйте клавишу Softkey Проход чистовой
обработки
Цикл выполняет чистовую обработку описанного в ICP-контуре
участка контура (см. также “Токарная прорезка” на странице 239).
Инструмент возвращается в конце цикла к точке старта.
Припуски заготовки I, K
задают материал, который
обрабатывается снятием стружки в цикле чистовой
обработки. Поэтому задайте припуски при чистовой
токарной прорезке.
Припуски заготовки I, K
задают материал, который
обрабатывается снятием стружки в цикле чистовой
обработки.
Параметры цикла
X, Z
Начальная точка
FK
ICP-готовая деталь: имя обрабатываемого контура
RB
Коррекция глубины точения
I, K
Припуск X, Z
RI, RK
Припуск заготовки в X и Z
SX, SZ
Ограничения прохода (смотри страница 140)
G14
Точка смены инструмента (смотри страница 140)
A
Начальный угол определяет область обработки
начальной точки контура
W
Конечный угол определяет область обработки
конечной точки контура
T
Номер места револьверной головки
ID
Идентификационный номер (ID) инструмента
S
Частота вращения/Скорость резания
F
Подача на оборот
G47
Безопасное расстояние (смотри страница 140)
MT
M после T: М-функция, которая отрабатывается после
вызова инструмента.