Подвод к точке смены инструмента, 3 циклы отдельных проходов – Инструкция по эксплуатации HEIDENHAIN SW 54843x-03
Страница 146
146
программирование циклов
4.3 Циклы отдельных проходов
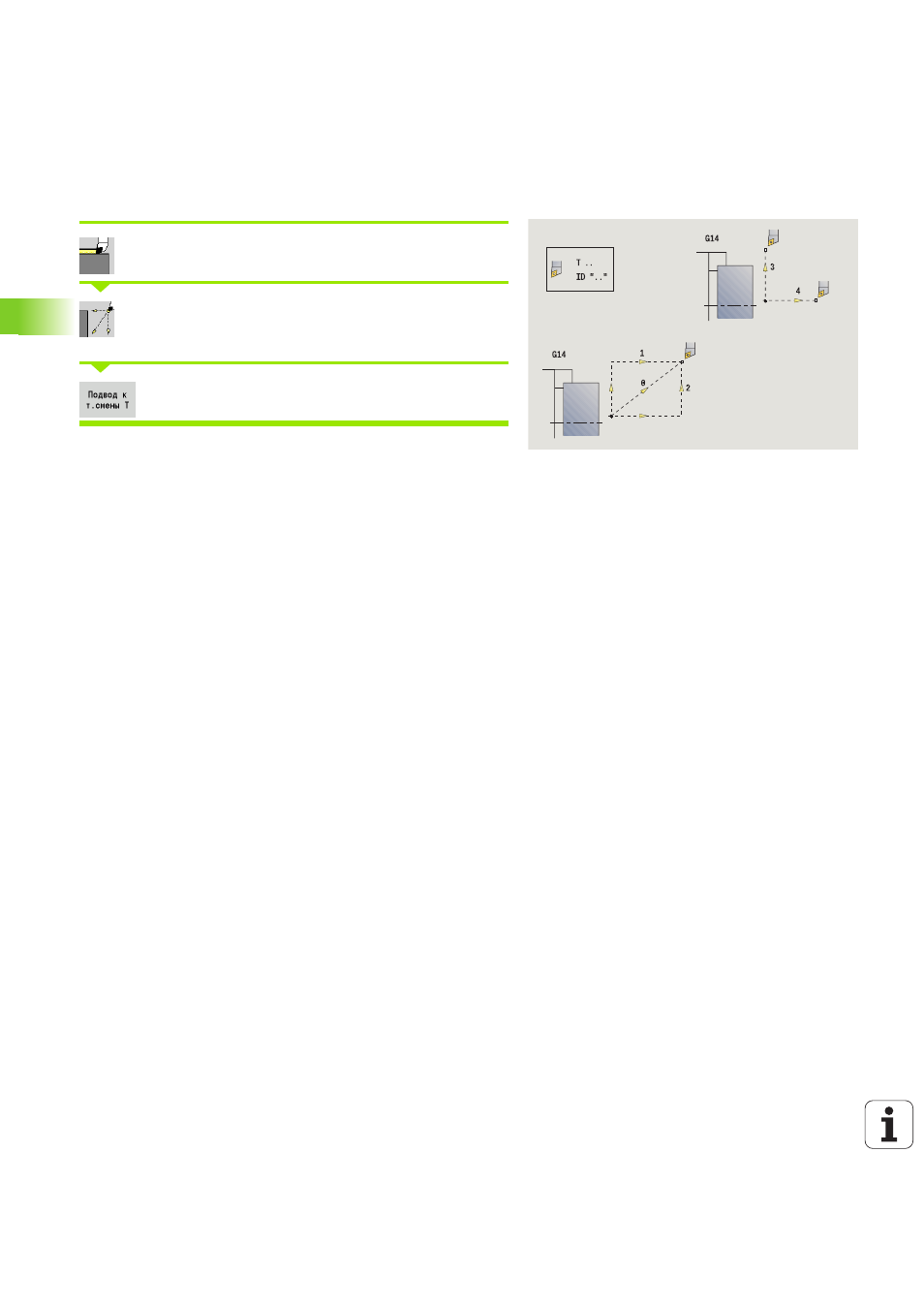
Подвод к точке смены инструмента
Выбор «отдельных проходов»
Выбрать «позиционирование на ускоренной
подачи»
Включите клавишу Softkey подвод к T-смене
Инструмент на ускоренном ходу подводится из актуальной
позиции к точке смены инструмента (смотри страница 140).
После достижения точки смены инструмента производится
переключение на "T".
Параметры цикла
G14
Последовательность (по умолчанию: 0)
0: одновременно (диагональный путь перемещения)
1: сначала направление X, затем Z
2: сначала направление Z, затем X
3: только направление X
4: только направление Z
T
Номер места револьверной головки
ID
Идентификационный номер (ID) инструмента
MT
M после T: М-функция, которая отрабатывается после
вызова инструмента.
MFS
М в начале: М-функция, которая отрабатывается в
конце шага обработки.
MFE
М в конце: М-функция, которая отрабатывается в
конце шага обработки.
WP
Индикация того, каким шпинделем заготовки будет
отрабатываться цикл (зависит от станка)
Главный привод
Противошпиндель для обработки задней
поверхности