Поворот (цикл g73), 9 цик л ы для пере сч ёта к оор динат – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-04) ISO programming
Страница 471
HEIDENHAIN iTNC 530
471
8.9
Цик
л
ы
для
пере
сч
ёта
к
оор
динат
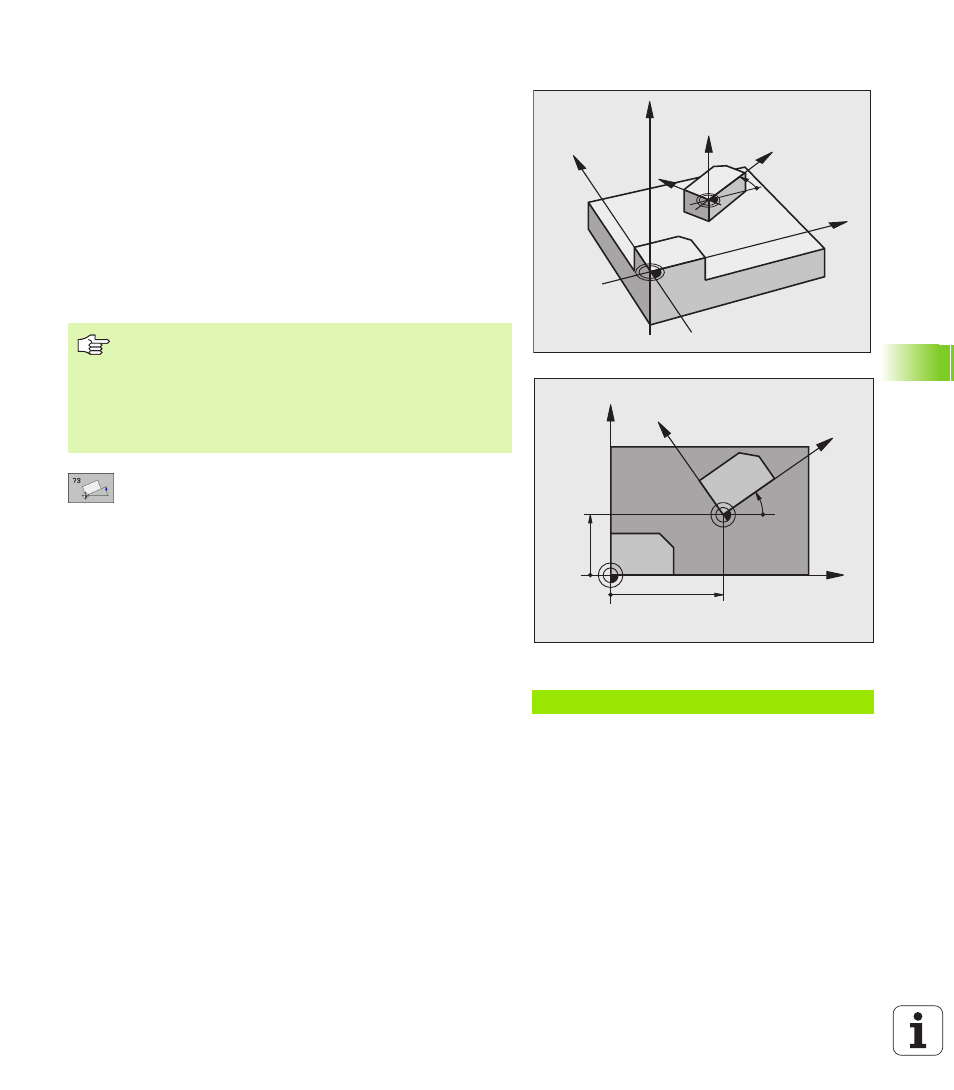
ПОВОРОТ (цикл G73)
В пределах программы УЧПУ может поворочивать систему
координат на плоскости обработки вокруг активной нулевой точки.
Действие
ПОВОРОТ действует с эго дефиниции в программе. Он действует
также в режиме работы Позиционирование с ручным вводом.
УЧПУ показывает активный угол поворота в дополнительной
индикации статуса.
Базовая ось для угла поворота:
X/Y-плоскость X-ось
Y/Z-плоскость Y-ось
Z/X-плоскость Z-ось
Поворот: ввести угол поворота в градусах (°).
Диапазон ввода: -360° до +360° (абсолютное G90
перед H или инкрементное G91 перед H)
Сброс
Программировать цикл ПОВОРОТ с углом поворота 0°.
Пример: ЧУ-кадр
N72 G73 G90 H+25 *
Z
Z
X
X
Y
Y
X
Y
60
40
35°
X
Y
Обратите внимание перед программированием
УЧПУ отнимает активную коррекцию радиуса путём
определения цикла G73 . При необходимости
повторно программировать коррекцию радиуса.
После определения цикла G73 , переместите обе оси
плоскости обработки для ктивирования поворота.