Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-04) ISO programming
Страница 361
Advertising
HEIDENHAIN iTNC 530
361
8.3
Цик
л
ы
для
св
ер
л
ения
, нарез
а
ния
вну
тренней
резьбы
и
ф
рез
еров
ания
резьбы
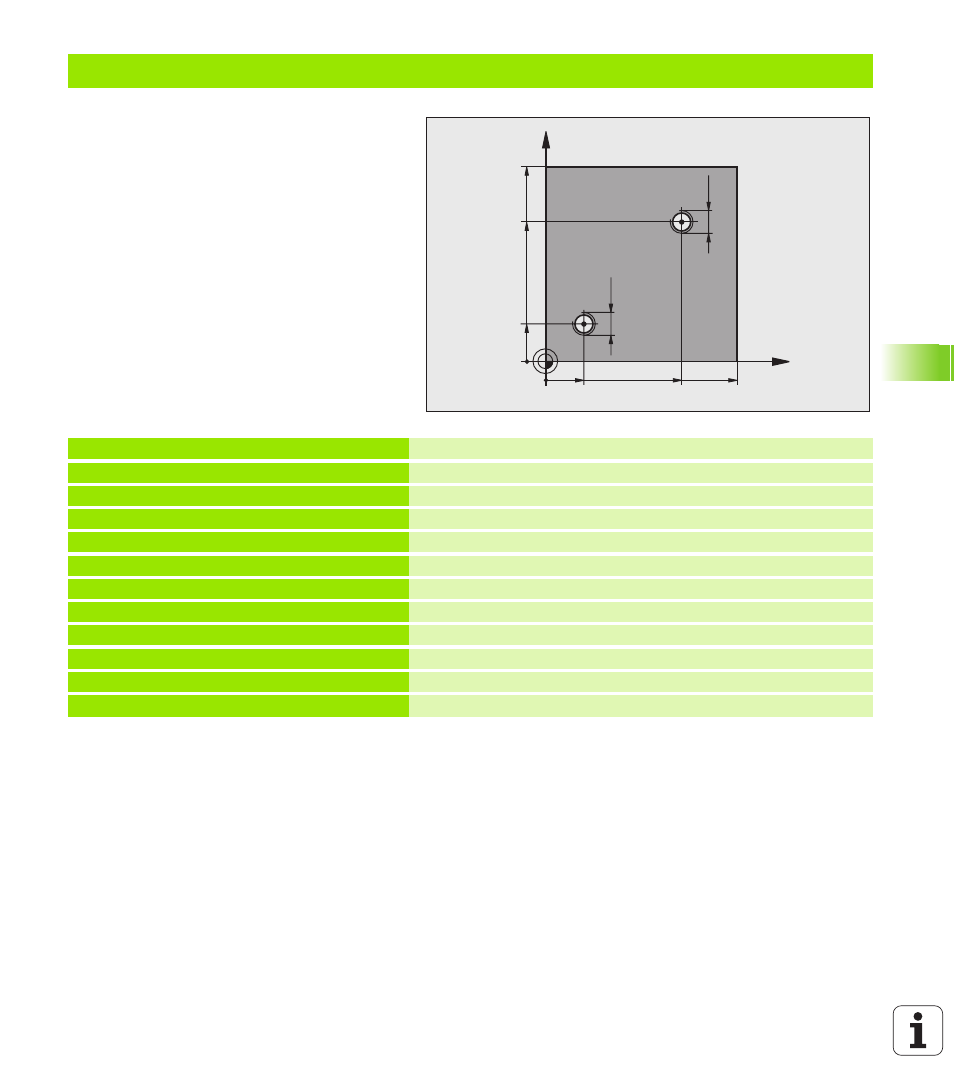
Пример: цилкы сверления
Выполнение программы
Программирование цикла сверления в
главной программе
Программирование обработки в
подпрограмме, смотри „Подпрограммы”,
%C18 G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
Определение заготовки
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+3 *
Определение инструмента
N40 T1 G17 S4500 *
Вызов инструмента
N50 G00 G40 G90 Z+250 *
Отвод инструмента от загатовки
N60 G86 P01 +30 P02 -1,75 *
Дефиниция цикла Резьбонарезание
N70 X+20 Y+20 *
Наезд отверстия 1
N80 L1,0 *
Вызов подпрограммы 1
N90 X+70 Y+70 *
Наезд отверстия 2
N100 L1,0 *
Вызов подпрограммы 1
N110 G00 Z+250 M2 *
Свободный ход инструмента, конец главной программы
X
Y
20
20
100
100
70
70
M1
2
M1
2
Advertising