Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-04) ISO programming
Страница 281
HEIDENHAIN iTNC 530
281
7.4
Д
о
по
лнительные
ф
у
нкции
для
пов
едения
на
ко
н
тур
е
Скорость подачи на дугах окружности: M109/
M110/M111
Стандартное поведение
УЧПУ относит программированную скорость подачи к центру
траектории инструмента.
Поведение на дугах окружности с M109
УЧПУ держит при обработке внутри и на наружии константную
подачу режущей кромки инструмента на дугах окружности.
Поведение на дугах окружности с M110
УЧПУ держит подачу на дугах окружности константной только при
внутренней обработке. В случае обработки на наружии дуг
окружности не действует согласование подачи.
Действие
M109 и M110 задействуют в начале кадра.
M109 и M110 отменяете с M111.
Предварительная обработка кадров с
коррекцией на радиус (LOOK AHEAD): M120
Стандартное поведение
Если радиус инструмента является больше ступени контура, по
которой следует перемещаться с коррекцией на радиус, то УЧПУ
прерывает отработку программы и показывает сообщение об
ошибках. M97 (смотри „Обработка небольших ступеней контура:
M97” на странице 276) подавляет сообщения об ошибках, но
ведет к маркировке выхода из материала и смещает
дополнительно положение угла.
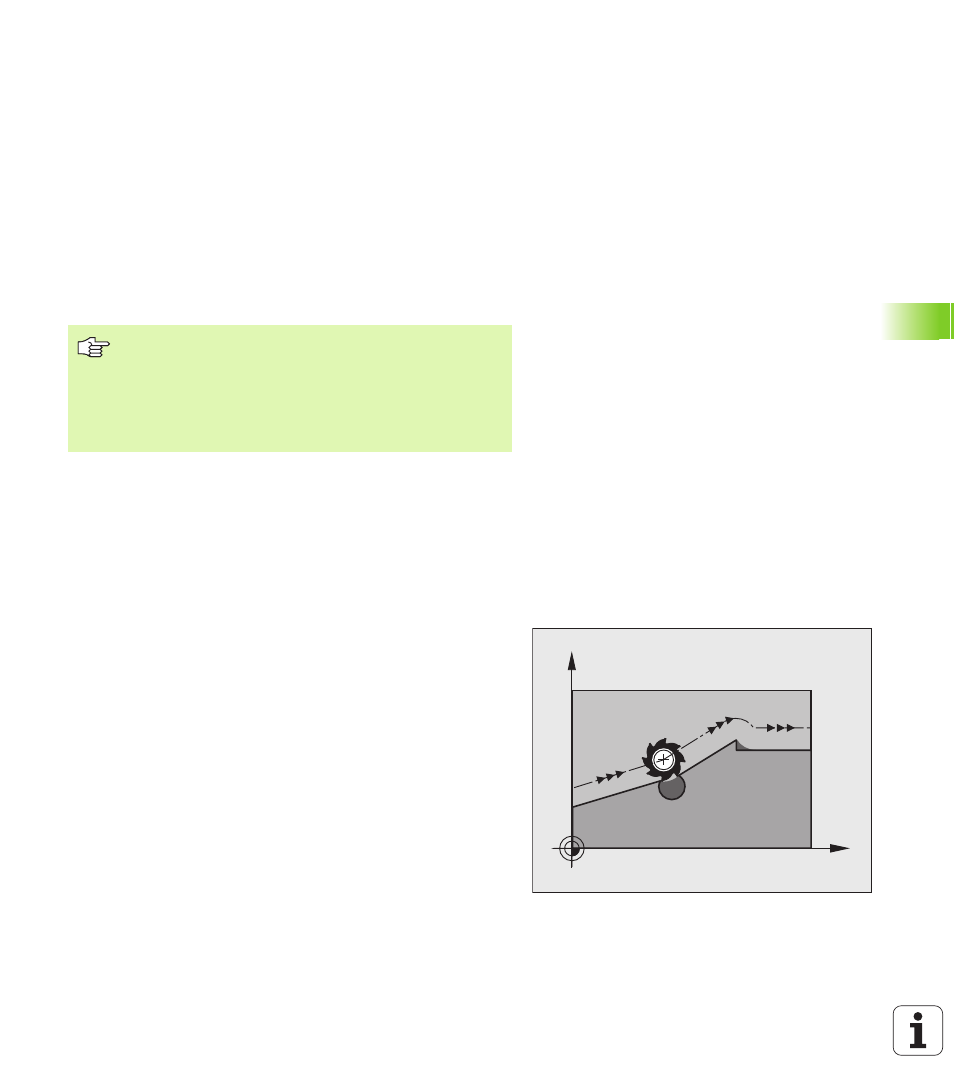
В случае возникновения отметок на поверхности детали УЧПУ
повреждает иногд контур.
M110 действует также при внутренной обработке дуг
окружности с помощью циклов контура. Если
определяете M109 или M110 перед вызовом цикла
обработки, то согласование подачи действует также в
случае дуг окружности в пределах циклов обработки.
На конец или после прервания цикла обработки
восстановливается исходное состояние.
X
Y