2 основы к функциям траектории – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-04) ISO programming
Страница 227
HEIDENHAIN TNC iTNC 530
227
6.2
Основы
к
фу
н
кц
и
я
м
траект
ории
6.2 Основы к функциям траектории
Программирование движения инструмента
для обработки
Когда составляется программа обработки, программируются друг
за другом функции траектории для отдельных элементов контура
загатовки. Для этого вводятся координаты для конечных точек
элементов контура из размерного чертежа. На основании этих
данных, данных инструмента и коррекции радиуса УЧПУ
рассчитывает действительный путь перемещения инструмента.
УЧПУ перемещает одновременно все рабочие органы, которые
были программированы в кадре функции траектории.
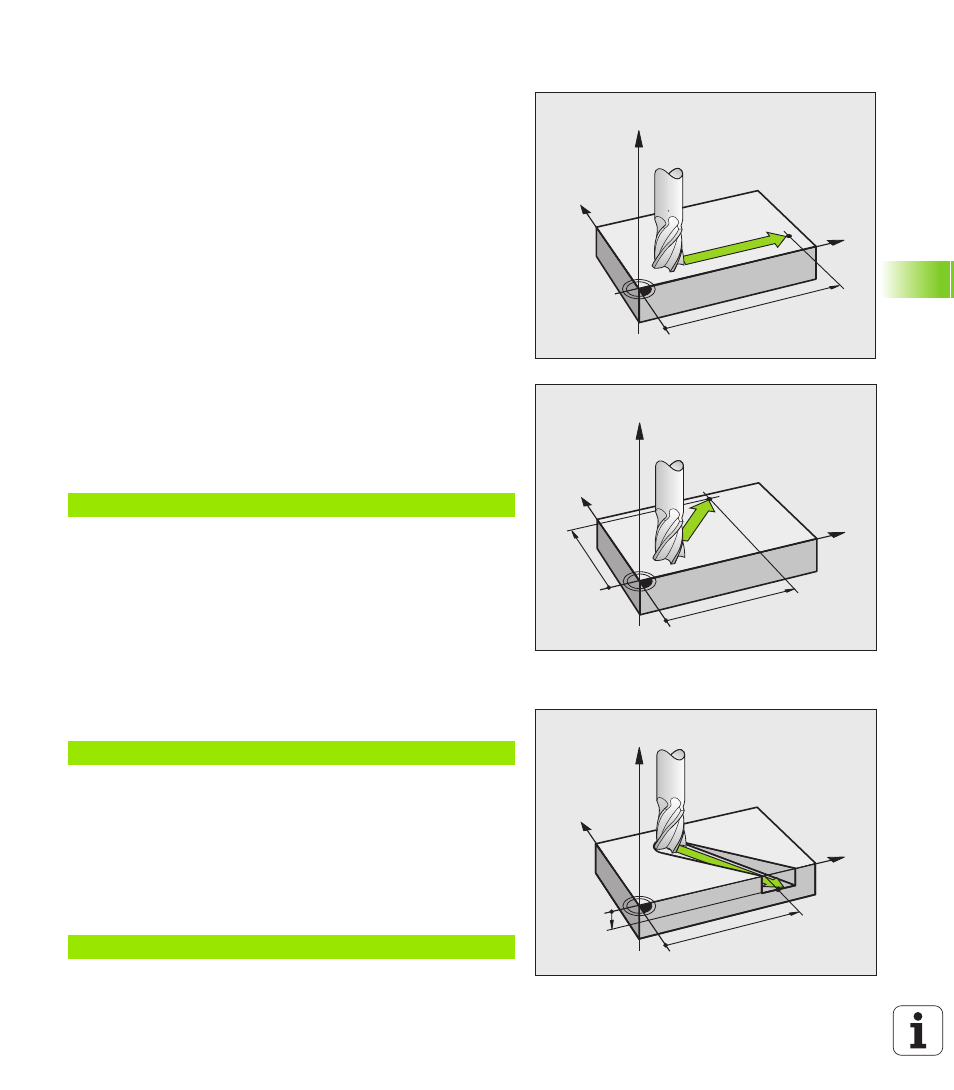
Движения параллельно к осям станка
Кадр программы содержит информацию о координатах: УЧПУ
перемещает инструмент параллельно к программированной оси
станка.
В зависимости от конструкции станка, при отработке движется
или инструмент или стол машины с закреплённым инструментом.
При программировании движения по траектории исходится
принципиально из того, что инструмент перемещается.
Пример:
Инструмент сохраняет Y- и Z-координаты и перемещается на
позицию X=100. Смотри рисунок справа вверху.
Движения на главных плоскостях
Кадр программы содержит две координаты: УЧПУ перемещает
инструмент на программированной плоскости.
Пример:
Инструмент сохраняет Z-координату и перемещается на XY-
плоскости н позицию X=70, Y=50. Смотри рисунок справа по
середине
Трёхмерное движение
Кадр программы содержит три координаты: УЧПУ перемещает
инструмент пространственно на программированную позицию.
Пример:
X
Y
Z
100
N50 G00 X+100 *
N50
Номер кадра
G00
Функция траектории «Прямая на ускоренной подачи»
X+100
Координаты конечной точки
X
Y
Z
70
50
N50 G00 X+70 Y+50 *
X
Y
Z
80
-10
N50 G01 X+80 Y+0 Z-10 *