Рисунки точек на кругу (цикл g220), 5 цик л ы для произв едения обра зцов из то ч е к – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-04) ISO programming
Страница 396
396
8 Программирование: циклы
8.5
Цик
л
ы
для
произв
едения
обра
зцов
из
то
ч
е
к
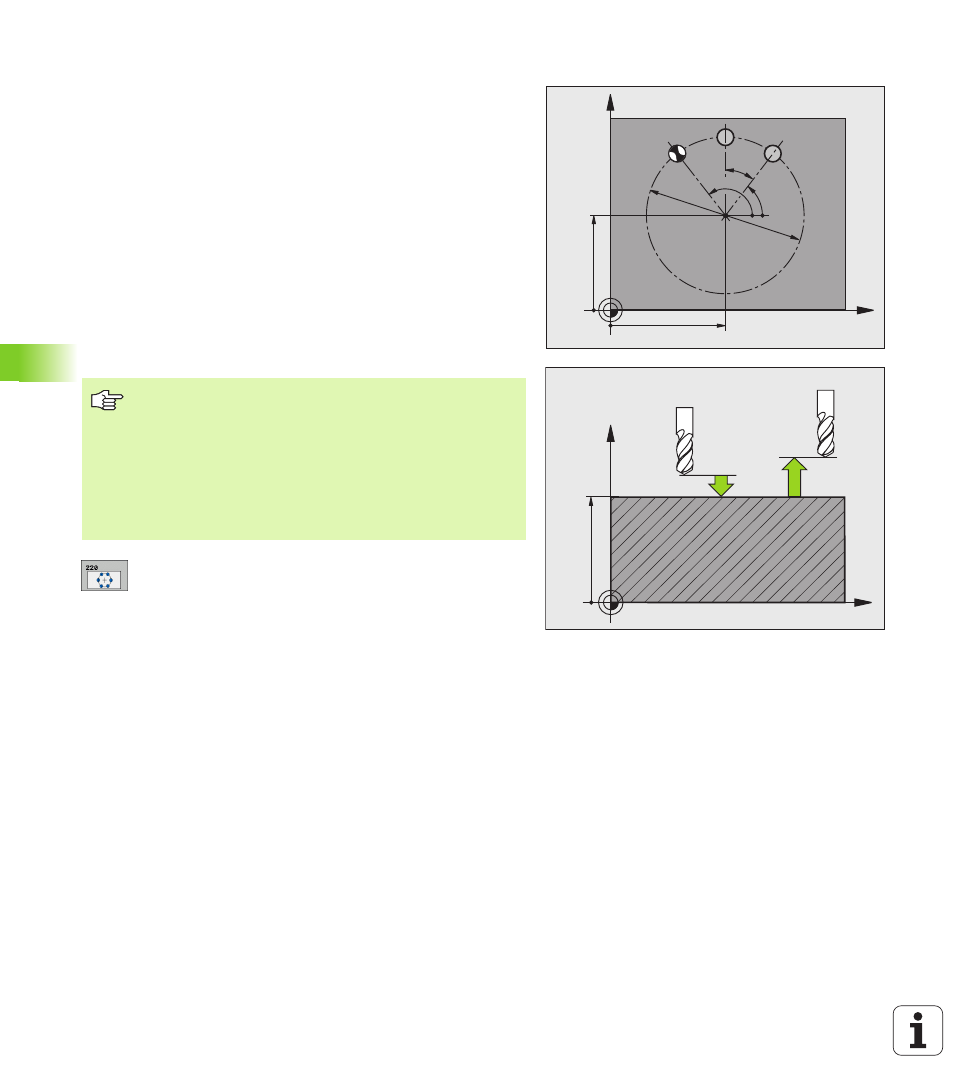
РИСУНКИ ТОЧЕК НА КРУГУ (цикл G220)
1 УЧПУ позиционирует инструмент на ускоренной подачи от
актуальной позиции на точку старта первой обработки.
Последовательность:
2. подвод на 2-ое безопасное расстояние (ось шпинделя)
подвод к точке старта на плоскости обработки
перемещение на безопасное расстояние над поверхностью
заготовки (ось шпинделя)
2 С этого положения УЧПУ выполняет определённый в
последнюю очередь цикл обработки
3 Затем УЧПУ позиционирует инструмент движением по прямой
на точку старта следующей обработки; инструмент находистя
при этом на безопасном расстояинии (или на 2-ом безопасном
расстоянии)
4 Эта операция (1 до 3) повторяется, пока будут выполнены все
виды обработки
Центр 1-ой оси Q216 (абсолютный): центр
делительной окружности на главной оси
плоскости обработки
Центр 2-ой оси Q217 (абсолютный): центр
делительной окружности на вспомогательной оси
плоскости обработки
Диаметр делительной окружности Q244:
диаметр делительной окружности
Угол старта Q245 (абсолютный): угол между
главной осью плоскости обработки и точкой
старта первой обработки на делительной
окружности
Конечный угол Q246 (абсолютный): угол между
главной осью плоскости обработки и точкой
старта последней обработки на делительной
окружности (не действует для полного круга);
ввести конечный угол неравным углу старта, если
конечный угол больше угла старта, то обработка
выполняется против часовой стрелки иначе
обработка по часовой стрелке
X
Y
Q217
Q216
Q247
Q245
Q244 Q246
N = Q241
X
Z
Q200
Q203
Q204
Обратите внимание перед программированием
Цикл 220 является DEF-активным, что означает, цикл
G220 вызывает автоматически в последнем
определённый цикл обработки.
Если комбинируете один из циклов обработки от G200
до G209 и G251 до G267 с циклом G220, то Безопасное
расстояние, поверхность заготовки и 2-ое Безопасное
расстояние действуют как в цикле G220.