3 коррекция инстр умента – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-04) ISO programming
Страница 213
HEIDENHAIN iTNC 530
213
5.3
Коррекция
инстр
умента
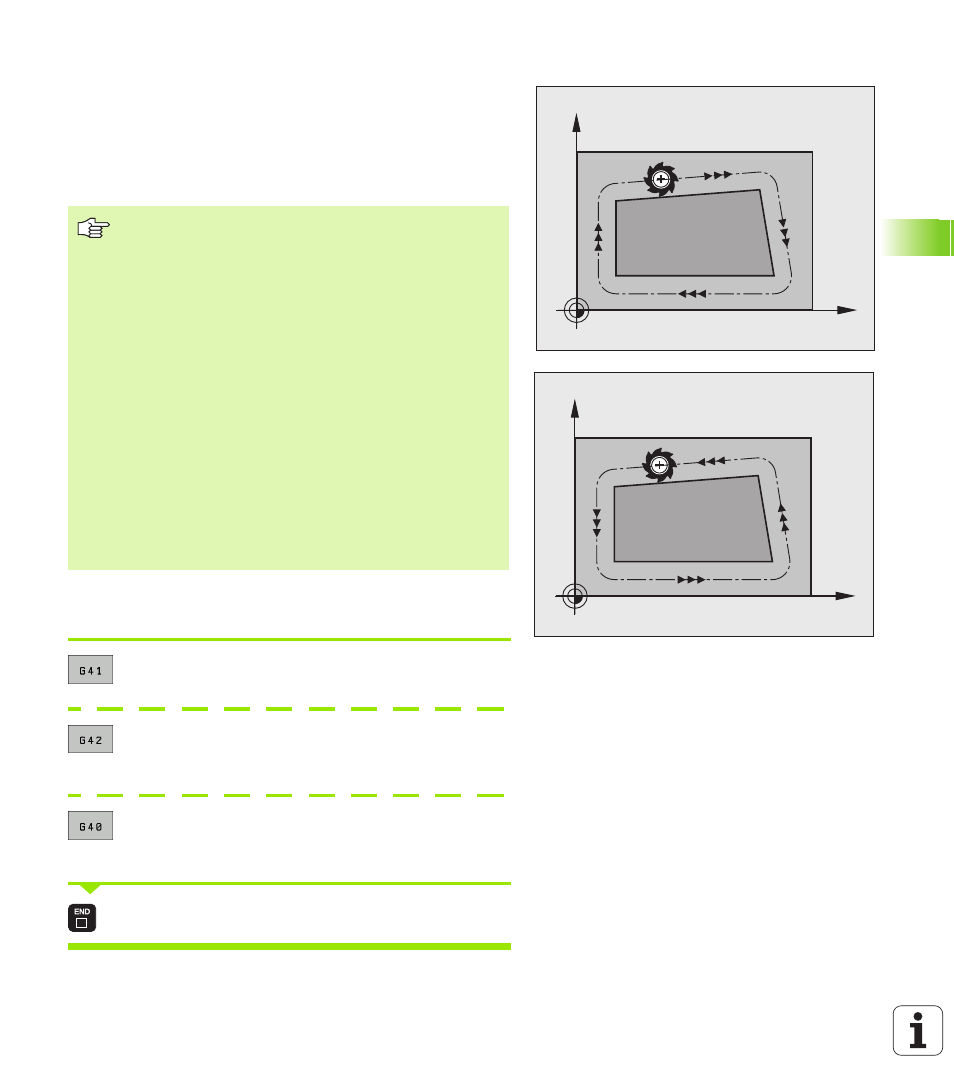
Движения по траектории с коррекцией на радиус: G42 и G41
Центр инструмента лежит при этом на расстоянии радиуса
инструмента от программированного контура. “Справа” и “слева”
обозначает положение инструмента в направлении перемещения
по контуру заготовки. Смотри рисунки справа.
Ввод коррекции на радиус
Коррекцию на радиус ввести с помощью кадра G01:
Перемещение инструмента слева от программи-
рованного контура: выбрать функцию G41 или
Перемещение инструмента справа от
программированного контура: выбрать функцию
G42 или
Перемещение инструмента без коррекции на
радиус или коррекцию на радиус отменить:
выбрать функцию G40
Заключить кадр: клавишу END нажать
X
Y
G41
X
Y
G42
G42
Инструмент перемещается справа от контура
G41
Инструмент перемещается слева от контура
Между двумя предложениями программы с разными
значениями коррекции радиуса G42 и G41 должно
стоят как минимум одно предложнение перемещения
на поверхности обработки без коррекции радиуса (то
есть с G40).
Коррекция на радиус остаётся активной до конца
кадра, в котором она первый раз программировалась.
Можете активировать коррекцию радиуса также для
вспомогательных осей плоскости обработки.
Программируйте пожалуйста вспомогательные оси
также в каждом последующем предложении, так как
УЧПУ в противном случае проведёт коррекцию
радиуса снова на главной оси.
При первом предложении с коррекцией радиуса G42/
G41 и при снятии с G40 УЧПУ позиционирует
инструмент всегда по вертикали к программируемой
точке старта и конечной точке. Следует так
позиционировать инструмент перед первой точкой
контура или за последней точкой контура, чтобы не
наступило повреждение контура.