Применение – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-04) ISO programming
Страница 215
HEIDENHAIN iTNC 530
215
5.4 Peripheral Milling: 3D-
коррекция
ра
диу
с
а
с
ориентацией
инстр
умента
5.4 Peripheral Milling: 3D-коррекция радиуса
с ориентацией инструмента
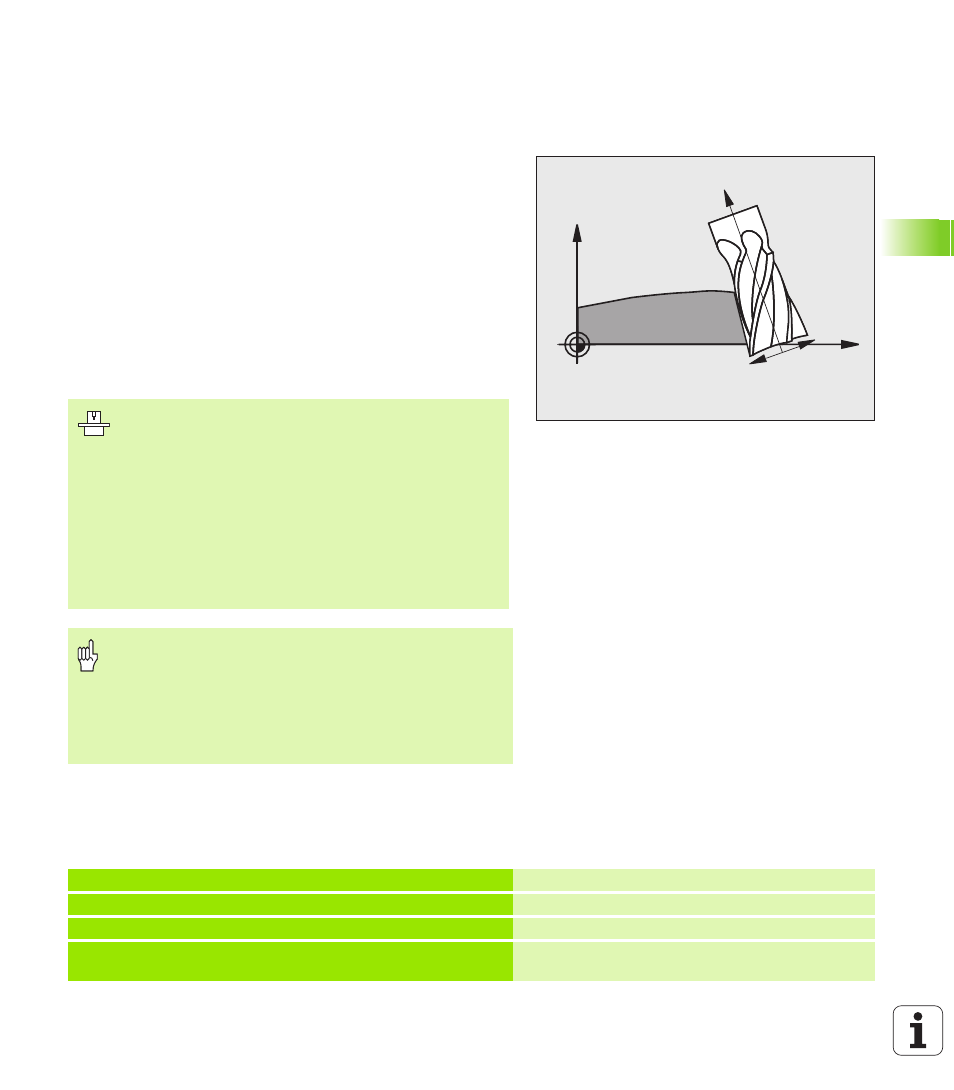
Применение
УЧПУ смещает инструмент вертикально к направлении движения
и вертикально к направлении инструмента на сумму значений
дельта DR (таблица инструментов и T-кадр). Направление
коррекции назначаете с помощью коррекции радиуса G41/G42
(смотри рисунок справа вверху, направление движения Y+).
Чтобы УЧПУ могло достигнуть заданную ориентацию
инструмента, следует активировать функцию M128 (смотри
„Сохранение положения вершины инструмента при
позиционировании осей наклона (TCPM): M128 (опция ПО 2)” на
странице 294) а затем активировать коррекцию на радиус
инструмента. УЧПУ позиционирует тогда оси вращения станка
автоматически так, что инструмент достигает заданную с
помощью координат осей вращения ориентацию инструмента с
активной коррекцией.
Можете определить ориентацию инструмента с помощью записи
G01 как это ниже описано.
Пример: определение ориентации инструмента с помощью
M128 и координат осей поворота
X
Z
RL
RR
Эта функция возможна только на станках, для которых
конфигурации осей наклона определяемый
пространственный угол. Обратите внимание на
информацию в руководстве по обслуживанию станка.
УЧПУ не может позиционировать автоматически осей
вращения на всех станках. Обратите внимание на
информацию в инструкции облуживания станка.
Обратить внимание, что УЧПУ осуществляет
коррекцию на определенные значения дельта.
Определенный в таблицы инструментов рдиус
инструмента R не оказывает влияния на коррекцию.
Опасность столкновения!
В случае станков, которых оси вращения допускают
только ограничённую зону перемещения, могут
выступит движения при автоматическом позициониро-
вании, требующие на приме 180°-поворота стола.
Обратите внимание на опасность столкновения головки
с загатовкой или с зажимными приспособлениями.
N10 G00 G90 X-20 Y+0 Z+0 B+0 C+0 *
Предпозиционирование
N20 M128 *
M128 активировать
N30 G01 G42 X+0 Y+0 Z+0 B+0 C+0 F1000 *
Активировать коррекцию радиуса
N40 X+50 Y+0 Z+0 B-30 C+0 *
Наладить ось вращения (ориентация
инструмента)