Смотри, Круглая стойка (цикл 257)” на странице 389), Круглая стойка (цикл 257) – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-04) ISO programming
Страница 389
HEIDENHAIN iTNC 530
389
8.4
Цик
л
ы
для
фрез
еров
ания
кар
м
анов
, ст
оек
и
па
зо
в
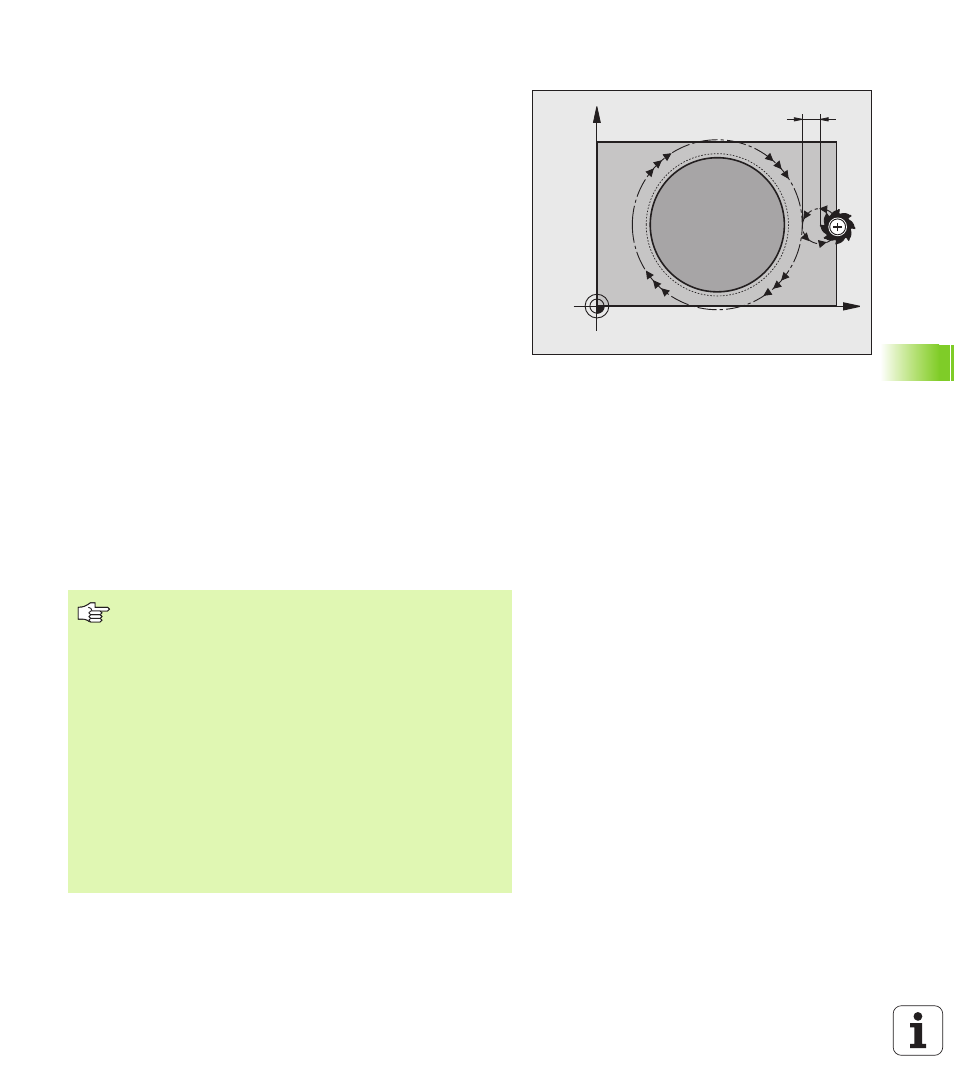
КРУГЛАЯ СТОЙКА (цикл 257)
С помощью цикла круговых стоек 257 можно полностью
обрабатывать круговую стойку. Если размер диаметра заготовки
является больше максимального врезания со стороны, тогда ЧПУ
выполняет несколько врезаний со стороны вплоть до достижения
размера готовой детали.
1 Инструмент перемещается от позиции старта цикла (центр
стойки) в положительном направлении оси X на позицию
старта обработки стойки. Позиция старта находится 2 мм
справа рядом с заготовкой стойки
2 Если инструмент находится на 2-ом безопасном расстоянии,
УЧПУ перемещает инструмент на ускоренной подачи FMAX на
безопасное расстояние и оттуда с подачей врезания на
первую глубину врезания
3 Затем инструмент перемещается тангенциально к контуру
стойки и фрезерует потом вокруг.
4 Если размер диаметра готовой стойки нельзя фрезеровать
одним проходом, тогда TNC врезает инструментом с текущей
глубины со стороны и фрезерует еще раз вокруг. TNC
учитывает при этом размер диаметра заготовки, размер
диаметра готовой детали и допускаемое врезание со стороны.
Эта операция повторяется, пока будет достигнут
определенный размер диаметра готовой детали
5 Потом инструмент перемещается назад тангенциально от
контура к точке старта обработки стойки
6 Затем TNC перемещает инструмент на следующую глубину
врезания и обрабатывает стойку на этой глубине
7 Эта операция повторяется, пока будет достигнута
программированная глубина стойки
X
Y
2mm
Обратите внимание перед программированием
Предпозиционировать инструмент на позицию старта
(центр стойки) на плоскости обработки с коррекцией на
радиус R0.
УЧПУ предпозиционирует инструмент на оси
инструментов автоматически. Параметр Q204 (2-ое
безопасное расстояние) учитывать.
Знак числа параметра цикла Глубина определяет
направление обработки. Если программируется
глубина = 0, то УЧПУ не отрабатывает цикла.
УЧПУ позиционирует инструмент в конце цикла
обратно на позицию старта.
В конце цикла УЧПУ перемещает инструмент на
ускоренной подачи на безопасное расстояние или –
если введено – на 2-ое безопасное расстояние.