Отработка 3d-данных (цикл g60) – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-04) ISO programming
Страница 448
448
8 Программирование: циклы
8.8
Цик
л
ы
для
фрез
еров
ания
пов
ер
х
но
стей
за
не
ск
о
л
ьк
о
про
хо
д
ов
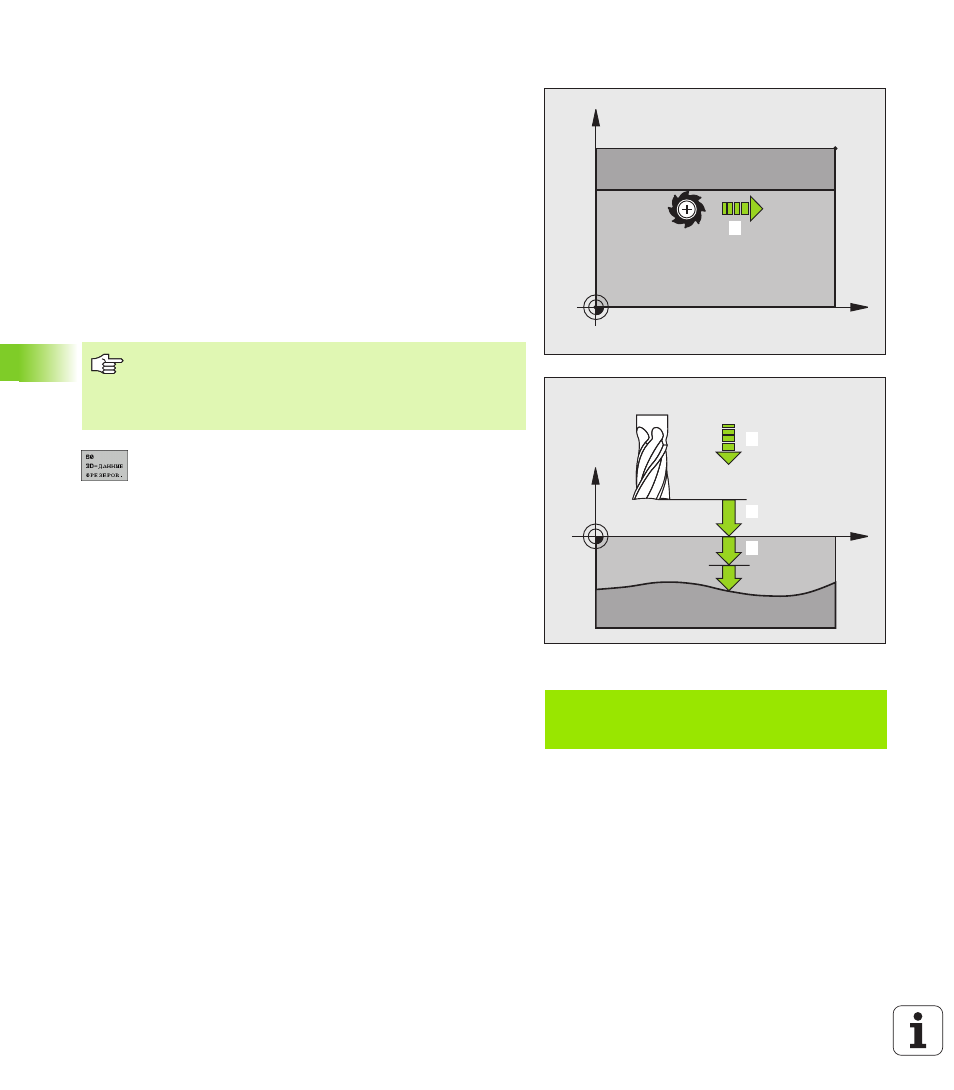
ОТРАБОТКА 3D-ДАННЫХ (цикл G60)
1 УЧПУ позиционирует инструмент на ускоренном ходу от
актуальной позиции на оси шпинделя на безопасное
расстояние над программированной в цикле MAX-точкой
2 Потом УЧПУ перемещает инструмент на ускоренной подачи
на плоскости обработки на программированную в цикле MIN-
точку
3 Оттуда инструмент перемещается с подачей подвода на
глубину на первую точку контура
4 Затем УЧПУ отрабатывает все сохраняемые в файле данных
3D точки с подачей фрезерования, если требуется УЧПУ
передвигается на безопасное расстояние, для перехода
необработанных участков
5 В конце УЧПУ перемещает инструмент с ускоренной подачей
обратно на безопасное расстояние
Название файла 3D-данных: ввести название
файла, сохраняющего данные контура; если файл
не находится в актуальном каталоге, надо ввести
полный путь доступа.
MIN-точка участка: минимальная точка (X-, Y- и Z-
координата) участка, на котором надо
фрезеровать
MAX-точка участка: максимальная точка (X-, Y- и
Z-координата) участка, на котором надо
фрезеровать
Безопасное расстояние
1
(инкрементно):
расстояние между вершиной инструмента и
поверхностью загатовки при ускоренных
движениях
Глубина подвода
2
(инкрементно): размер, на
который инструмент каждый раз подводится
Подача подвода на глубину
3
: скорость
перемещения инструмента при погружении в мм/
мин
Подача фрезерования
4
: скорость перемещения
инструмента при фрезеровании в мм/мин
Дополнительная функция M: опциональный
ввод дополнительной функции, нпр. M13
Пример: ЧУ-кадр
N64 G60 P01 BSP.I P01 X+0 P02 Y+0
P03 Z-20 P04 X+100 P05 Y+100 P06 Z+0
P07 2 P08 +5 P09 100 P10 350 M13 *
4
Y
X
MIN
MAX
X
Z
1
2
3
Обратите внимание перед программированием
С помощью цикла 30 можно отрабатывать созданные
внешне программы с диалогом открытым текстом
несколькими врезаниями в материал.