Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-04) ISO programming
Страница 450
450
8 Программирование: циклы
8.8
Цик
л
ы
для
фрез
еров
ания
пов
ер
х
но
стей
за
не
ск
о
л
ьк
о
про
хо
д
ов
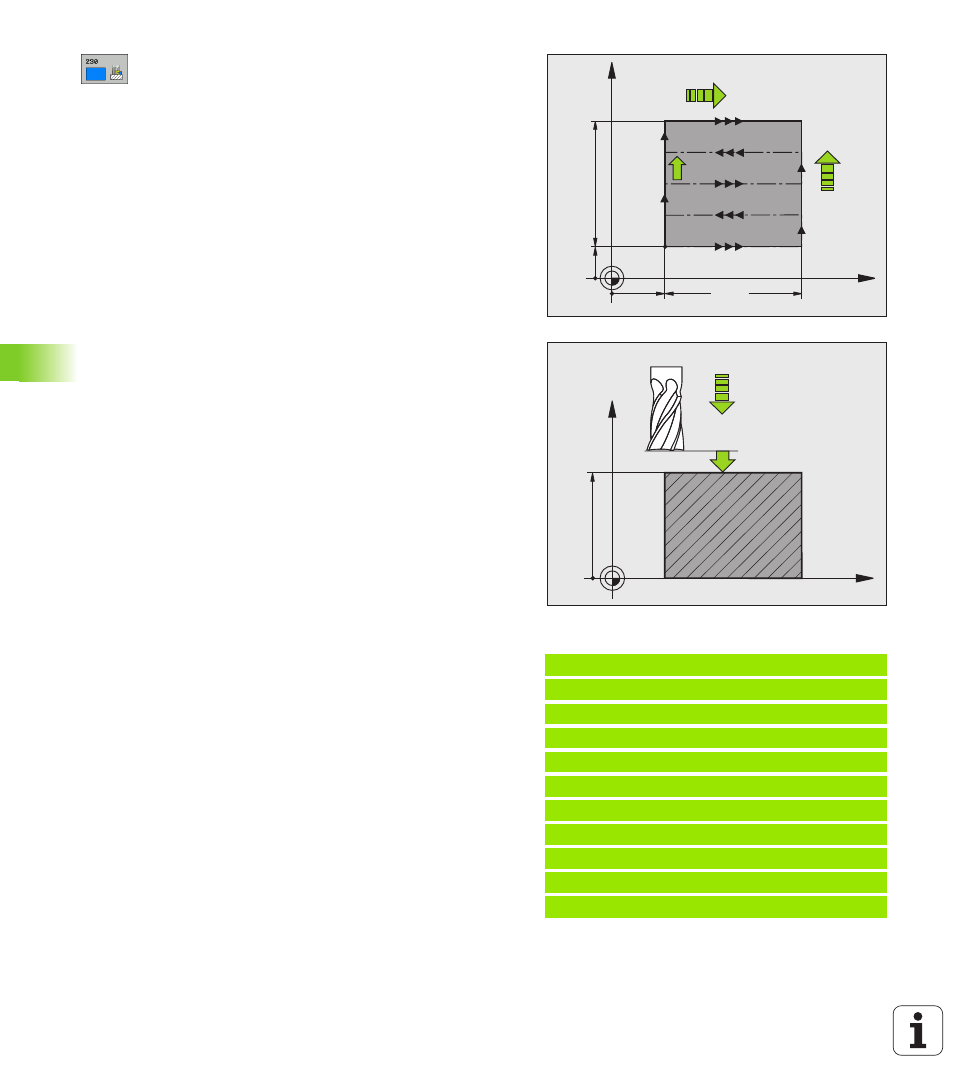
Точка старта 1-ой оси Q225 (абсолютная):
координата Min-точки фрезеруемой поверхности
на главной оси плоскости обработки
Точка старта 2-ой оси Q226 (абсолютная):
координата Min-точки фрезеруемой поверхности
на вспомогательной оси плоскости обработки
Точка старта 3-ей оси Q227 (абсолютная): высота
на оси шпинделя, на которой выполняется
фрезерование поверхности
1-ая длина стороны Q218 (инкрементно): длина
фрезеруемой поверхности на главной оси
плоскости обработки, относительно точки старта
1-ой оси
2-ая длина стороны Q219 (инкрементно): длина
фрезеруемой поверхности на вспомогательной
оси плоскости обработки, относительно точки
старта 2-ой оси
Количество проходов Q240: количество строк, по
которым УЧПУ должно перемещать инструмент на
ширине
Подача врезания Q206: скорость перемещения
инструмента при перемещении с безопасного
расстояния на глубину фрезерования в мм/мин
Подача фрезерования Q207: скорость
перемещения инструмента при фрезеровании в
мм/мин
Поперечная подача Q209: скорость перемещения
инструмента при перемещении на следующую
строку в мм/мин; если врезается поперечно в
материал, то Q209 ввести меньше Q207; если
перемещается поперечно вне материала, то Q209
допускается больше Q207
Безопасное расстояние Q200 (инкрементно):
расстояние между вершиной инструмента и
глубиной фрезерования для позиционрования в
начале цикла и в конце цикла
Пример: ЧУ-кадр
N71 G230 ФРЕЗЕРОВАНИЕ ПОВЕРХНОСТЕЙ
Q225=+10 ;ТОЧКА СТАРТА 1-ОЙ ОСИ
Q226=+12 ;ТОЧКА СТАРТА 2-ОЙ ОСИ
Q227=+2.5 ;ТОЧКА СТАРТА 3-ОЙ ОСИ
Q218=150 ;1-АЯ ДЛИНА СТОРОНЫ
Q219=75 ;2-АЯ ДЛИНА СТОРОНЫ
Q240=25 ;КОЛИЧЕСТВО ПРОХОДОВ
Q206=150 ;ПОДАЧА ВРЕЗАНИЯ
Q207=500 ;ПОДАЧА ФРЕЗЕРОВАНИЯ
Q209=200 ;ПОПЕРЕЧНАЯ ПОДАЧА
Q200=2
;БЕЗОПАСНОЕ РАССТОЯНИЕ
X
Y
Q226
Q225
Q219
Q218
Q207
Q209
N = Q240
X
Z
Q200
Q227
Q206