Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-04) ISO programming
Страница 444
444
8 Программирование: циклы
8.7 SL-
цик
л
ы
с
фо
рмуло
й
ко
н
тур
а
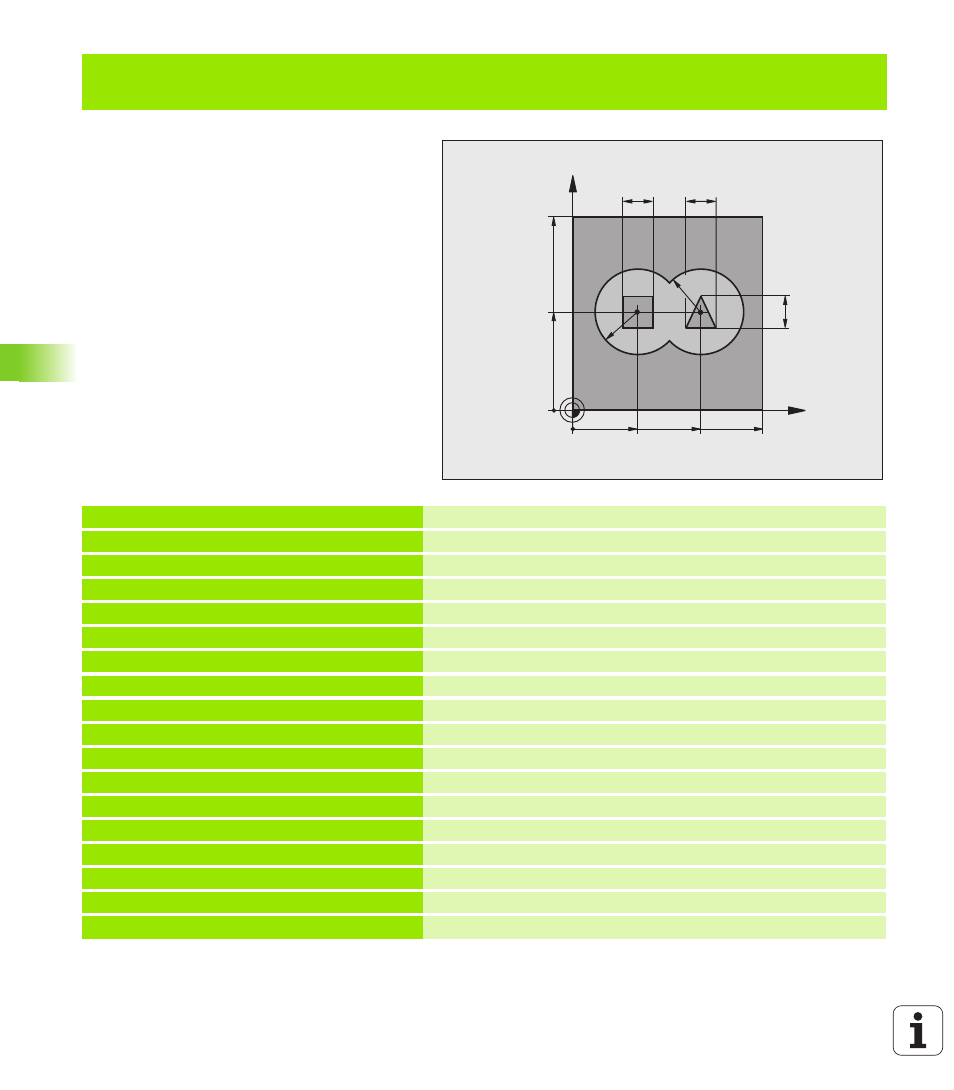
Пример: накладывающиеся контуры с формулой контура черновая и чистовая
обработка
%C21 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
Определение заготовки
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+2,5 *
Определение инструмента
N40 G99 T2 L+0 R+3 *
Определение инструмента
N50 T1 G17 S2500 *
Вызов инструмента
N60 G00 G40 G90 Z+250 *
Отвод инструмента от загатовки
N70 %:CNT: “MODEL“ *
Программа определения контура:
N80 G120 ДАННЫЕ КОНТУРА
Определение общих параметров обработки
Q1=-20
;ГЛУБИНА ФРЕЗЕРОВАНИЯ
Q2=1
;ПЕРЕКРЫТИЕ ТРАЕКТОРИИ
Q3=+0.5
;ПРИПУСК СО СТОРОНЫ
Q4=+0.5
;ПРИПУСК НА ГЛУБИНЕ
Q5=+0
;КООРД. ПОВЕРХ.
Q6=2
;БЕЗОПАСНОЕ РАССТОЯНИЕ
Q7=+100 ;БЕЗОПАСНАЯ ВЫСОТА
Q8=0.1
;РАДИУС ЗАКРУГЛЕНИЯ
Q9=-1
;НАПРАВЛЕНИЕ ВРАЩЕНИЯ
X
Y
35
50
100
100
16
16
R25
65
16
R25