Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-04) ISO programming
Страница 387
HEIDENHAIN iTNC 530
387
8.4
Цик
л
ы
для
фрез
еров
ания
кар
м
анов
, ст
оек
и
па
зо
в
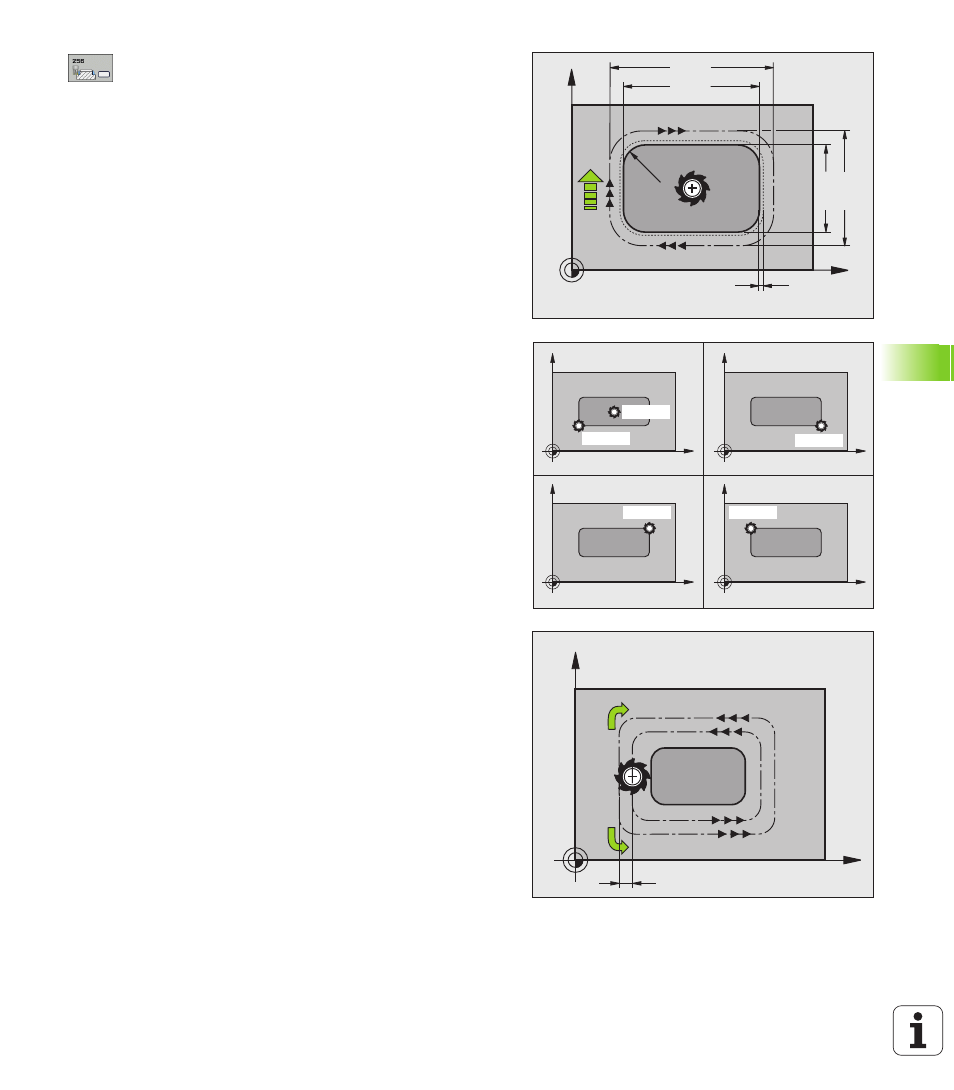
1-ая длина стороны Q218: длина стойки,
паралелльно главной оси плоскости обработки
Размер заготовки длина стороны 1 Q424: длина
стойки, параллельно к главной оси плоскости
обработки. Размер заготовки длина стороны 1
ввести больше 1-ой длины стороны . TNC
выполняет несколько врезаний со стороны, если
разница между размером заготовки 1 и размером
готовой детали 1 является больше допускаемого
врезания со стороны (радиус инструмента
умножить на перекрытие траектории Q370). TNC
рассчитывает всегда константное врезание со
стороны
2-ая длина стороны Q219: длина стойки,
паралелльно вспомогательной оси плоскости
обработки. Размер заготовки длина стороны 2
ввести больше 2-ой длины стороны . TNC
выполняет несколько врезаний со стороны, если
разница между размером заготовки 2 и размером
готовой детали 2 является больше допускаемого
врезания со стороны (радиус инструмента
умножить на перекрытие траектории Q370). TNC
рассчитывает всегда константное врезание со
стороны
Размер заготовки длина стороны 2 Q425: длина
стойки, параллельно к вспомогательной оси
плоскости обработки
Радиус угла Q220: радиус угла стойки.
Припуск на чистовую обработку стороны Q368
(инкрементно): припуск на чистовую обработку на
плоскости обработки, оставляемый ЧПУ при
обработке
Поворот Q224 (абсолютно): угол, на который
поворочивается целая стойка. Центр вращения
лежит на позиции, на которой находится
инструмент при вызове цикла.
Положение стойки Q367: положение стойки в
отношении к позиции инструмента при вызове
цикла:
0: Позиция инструмента = центр стойки
1: позиция инструмента = левый нижний угол
2: позиция инструмента = правый нижний угол
3: позиция инструмента = правый верхний угол
4: позиция инструмента = левый верхний угол
Подача фрезерования Q207: скорость
перемещения инструмента при фрезеровании в
мм/мин
Вид фрезерования Q351: вид обработки
фрезерованием при M3:
+1 = попутное фрезерование
–1 = встречное фрезерование
X
Y
Q21
9
Q218
Q368
Q220
Q207
Q424
Q425
X
Y
X
Y
X
Y
X
Y
Q367=0
Q367=1
Q367=2
Q367=3
Q367=4
X
Y
k
Q351= 1
Q351= +1