Смотри, Винтовая линия (helix)” на странице 249) – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-04) ISO programming
Страница 249
HEIDENHAIN TNC iTNC 530
249
6.5
Движ
ения
по
траект
ории
–
по
лярные
к
оор
динаты
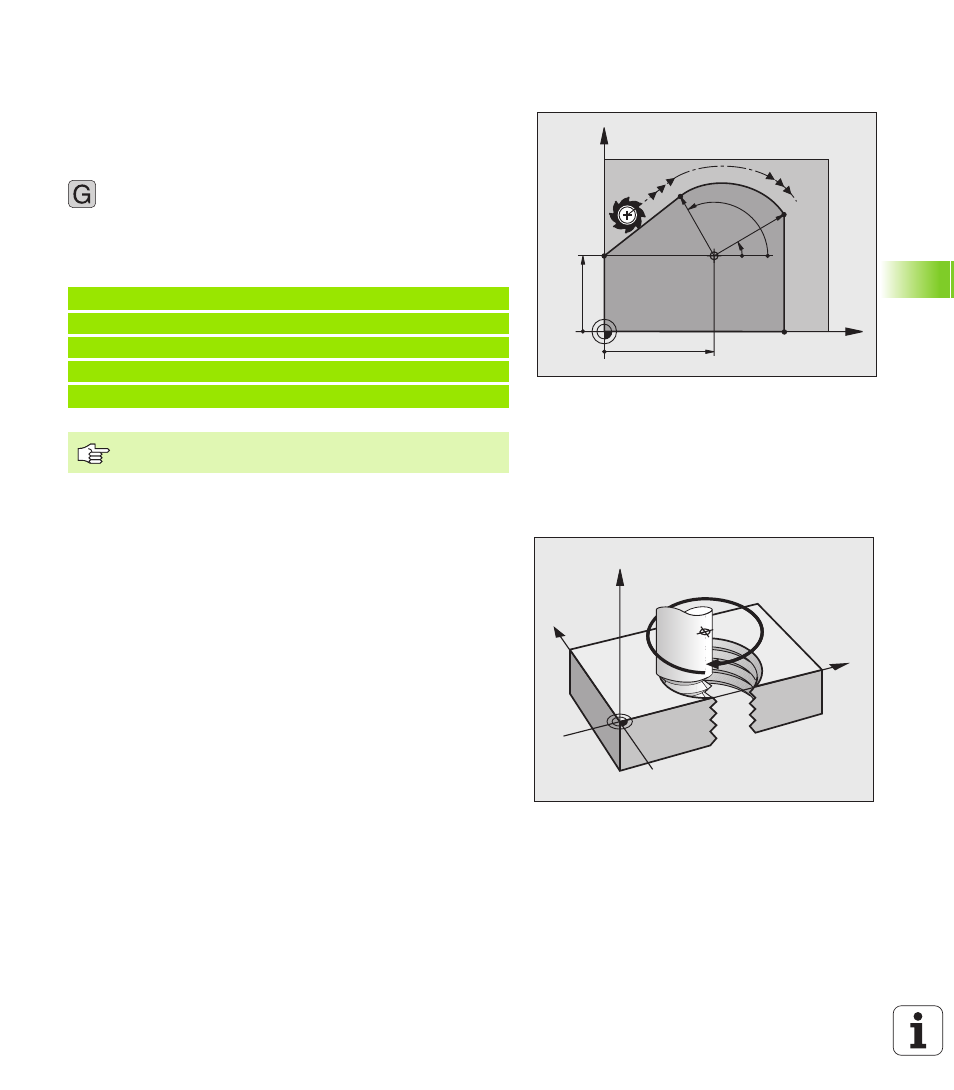
Круговая траектория G16 с тангенциальным
примыканием
Инструмент перемещается по круговой траектории,
примыкающей тангенциально к предыдущему элементу контура.
Программирование
Полярные координаты-радиус R: расстояние
конечной точки круговой траектории и полюса I, J
Полярные координаты-угол H: угловое положение
конечной точки круговой траектории
ЧУ-кадры в качестве примера
Винтовая линия (Helix)
Винтовая линия возникает из суперпозиции кругового движения и
пробегающего вертикально к нему движения прямой. Круговую
траекторию программируете на главной поверхности.
Движения по траектории для винтовой линии можно
программировать только с полярными координатами.
Применение
Внутренная и наружная резьба большого диаметра
Смазочные канавки
Расчёт винтовой линии
Для программирования требуются инкрементные данные полного
угла, под которым инструмент перемещается по винтовой линии
и общей высоты винтовой линии.
Для расчёта в направлении фрезерования снизу вверх действует:
X
Y
40=I
35=J
30°
120°
R30
R25
N120 I+40 J+35 *
N130 G01 G42 X+0 Y+35 F250 M3 *
N140 G11 R+25 H+120 *
N150 G16 R+30 H+30 *
N160 G01 Y+0 *
Полюс не является центром окружности контура!
16
Y
X
Z
I,J
Количество витков n Витки резьбы + переполнение витков в
начале резьбы и в конце резьбы
Общая высота h
Шаг резьбы P x количество витков n
Инкрементный
общий угол H
Количество витков x 360° + угол для
начала резьбы + угол для переполнения
витков
Начальная
координата Z
Шаг резьбы P x (витки резьбы +
переполнение резьбы в начале резьбы)