Фрезерование поверхностей (цикл g230) – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-04) ISO programming
Страница 449
HEIDENHAIN iTNC 530
449
8.8
Цик
л
ы
для
фрез
еров
ания
пов
ер
х
но
стей
за
не
ск
о
л
ьк
о
про
хо
д
ов
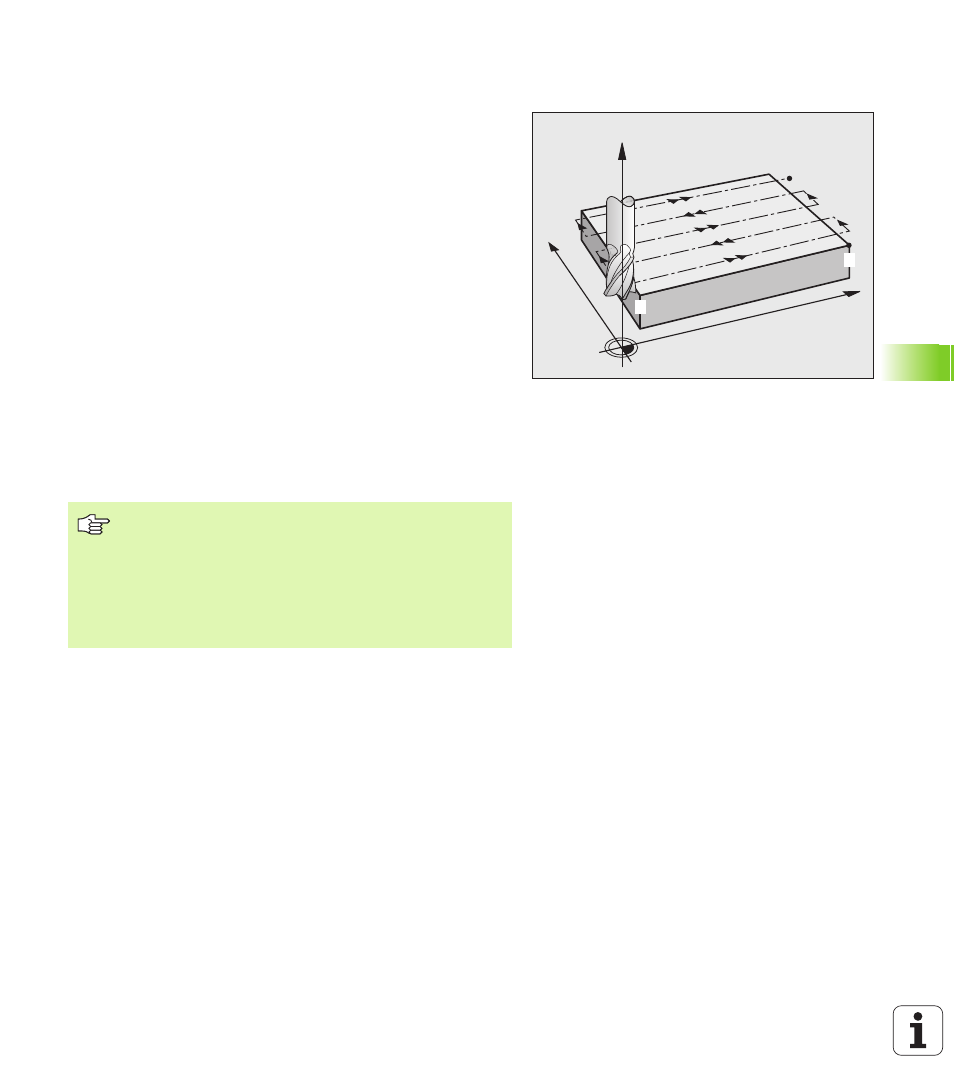
ФРЕЗЕРОВАНИЕ ПОВЕРХНОСТЕЙ
(цикл G230)
1 УЧПУ позиционирует инструмент на ускоренной подачи от
актуальной позиции на плоскости обработки на точку старта
1
;
TNC смещает инструмент при этом на радиус инструмента
налево и вверх
2 Потом инструмент перемещается на ускоренной подачи на
оси шпинделя на безопасное расстояние и после этого с
подачей врезания на программированную позицию старта на
оси шпинделя
3 Затем инструмент перемещается с программированной
подачей фрезерования на конечную точку
2
; УЧПУ
рассчитывает конечную точку из программированной точки
старта, программированной длины и радиуса инструмента
4 УЧПУ смещает инструмент с подачей фрезерования
поперечно на точку старта следующей строки; УЧПУ
расчитывает смещение из программированной ширины и
количества проходов
5 Потом инструмент перемещается в отрицательном
направлении 1-ой оси назад
6 Фрезерование за несколько проходов повторяется, до полной
обработки заданной поверхности
7 В конце УЧПУ перемещает инструмент с ускоренной подачей
обратно на безопасное расстояние
X
Y
Z
1
2
Обратите внимание перед программированием
УЧПУ позиционирует инструмент с актуальной
позиции сначала на плоскости обработки и затем на
оси шпинделя в точке старта.
Так предпозиционировать инструмент, чтобы не
наступило столкновение с загатовкой или зажимными
приспособлениями.