Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-04) ISO programming
Страница 390
390
8 Программирование: циклы
8.4
Цик
л
ы
для
фрез
еров
ания
кар
м
анов
, ст
оек
и
па
зо
в
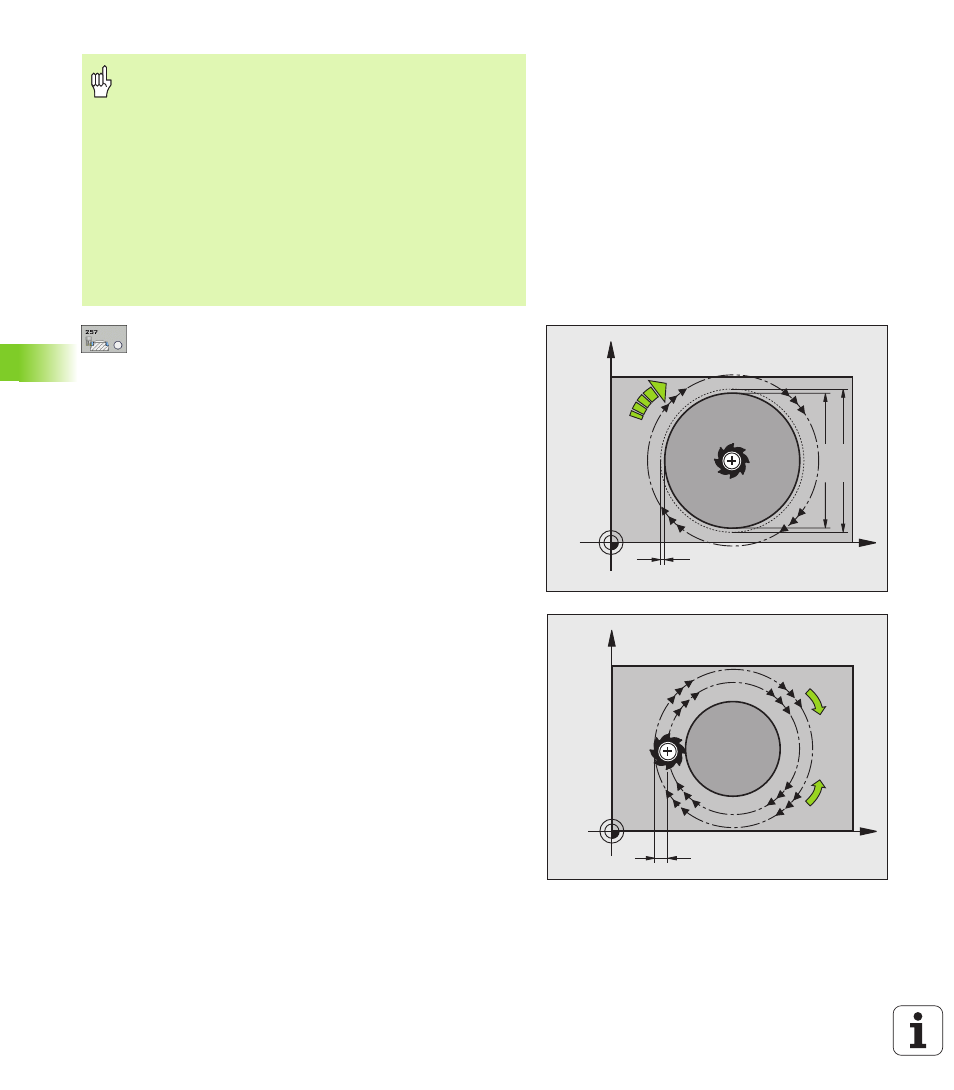
Диаметр готовой детали Q223: диаметр
обработанной полностью стойки
Диаметр заготовки Q222: диаметр заготовки.
Ввести диаметр заготовки больше диаметра
готовой детали. TNC выполняет несколько
врезаний со стороны, если разница между
размером диаметра заготовки и размером
диаметра готовой детали является больше
допускаемого врезания со стороны (радиус
инструмента умножить на перекрытие траектории
Q370). TNC рассчитывает всегда константное
врезание со стороны
Припуск на чистовую обработку стороны Q368
(инкрементно): припуск на чистовую обработку на
плоскости обработки.
Подача фрезерования Q207: скорость
перемещения инструмента при фрезеровании в
мм/мин
Вид фрезерования Q351: вид обработки
фрезерованием при M3:
+1 = попутное фрезерование
–1 = фрезерование встречное
С помощью параметра станка 7441 бит 2
настраивается, должно ли УЧПУ выдавать сообщение
об ошибках при вводе положительной глубины
(бит 2=1) или нет (бит 2=0).
Внимание опасность столкновения!
Учесть, что УЧПУ при положительно введенной
глубине реверсирует расчет предпозиции.
Инструмент перемещается на оси инструмента на
ускоренной подачи на безопасное расстояние ниже
поверхности обрабатываемой детали!
Справа рядом со стойкой оставить достаточно места
для движений подвода. Минимум: диаметр
инструмента + 2 мм.
X
Y
Q223
Q207
Q222
Q368
X
Y
k
Q351= +1
Q351= 1