Контур icp аксиально, 8 циклы фрезерования – Инструкция по эксплуатации HEIDENHAIN SW 68894x-03
Страница 329
HEIDENHAIN CNC PILOT 640
329
4.8 Циклы фрезерования
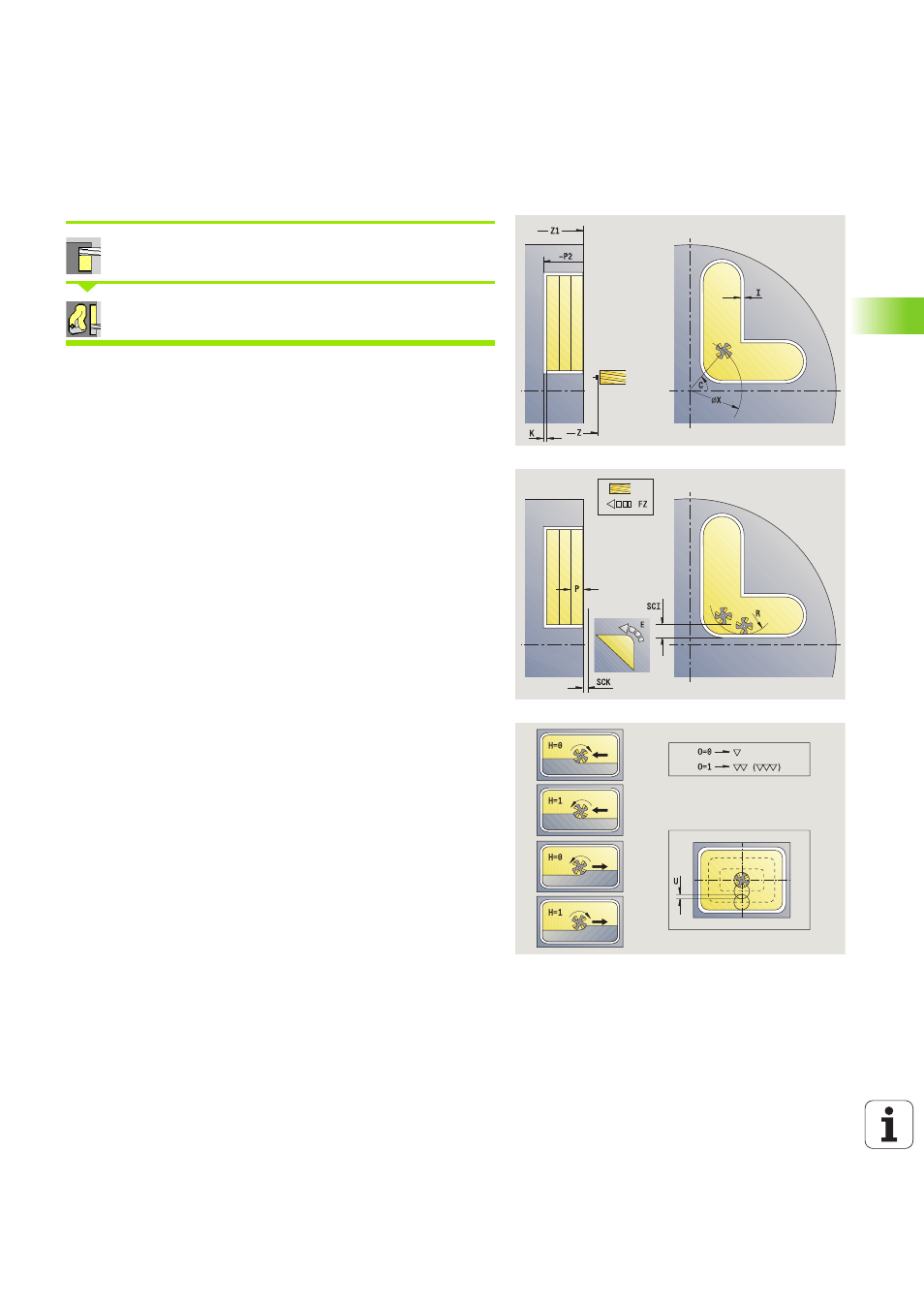
Контур ICP аксиально
Выберите фрезерование
Выбрать «контур ICP аксиально»
В зависимости от параметров цикл фрезерует контур или
выполняет черновую/чистовую обработку кармана на торцевой
поверхности.
Параметры цикла (первое окно ввода)
X, Z
Начальная точка
C
Угол шпинделя (позиция оси C)
Z1
Верхняя грань фрезерования (по умолчанию: точка
старта Z)
P2
Глубина фрезерования
I
Припуск параллельно контуру
K
Припуск в направлении врезания
P
Глубина врезания (по умолчанию: общая глубина за
одну подачу)
FZ
Подача на врезание (по умолчанию: активная подача)
E
Уменьшенная подача для круглых элементов (по
умолчанию: активная подача)
FK
Номер контура ICР
G14
Точка смены инструмента (смотри страница 142)
T
Номер места револьверной головки
ID
Идентификационный номер (ID) инструмента
S
Частота вращения/Скорость резания
F
Подача на оборот
Параметр цикла (второе окно ввода)
O
Черновая или чистовая обработка – только при
фрезеровании карманов
0: черновая обработка
1: чистовая обработка
2: зачистка
H
Напр. хода фрезер.
0: встречное движение
1: попутное движение
U
Коэффициент перекрытия (диапазон: 0 < U < 1)
U=0 или нет ввода: фрезерование контура
U\>0: фрезерование карманов – минимальное
перекрытие траекторий фрезерования = U*диаметр
фрезы