Врезание icp, чистовая обработка, аксиально, 5 циклы прорезки – Инструкция по эксплуатации HEIDENHAIN SW 68894x-03
Страница 239
HEIDENHAIN CNC PILOT 640
239
4.5 Циклы прорезки
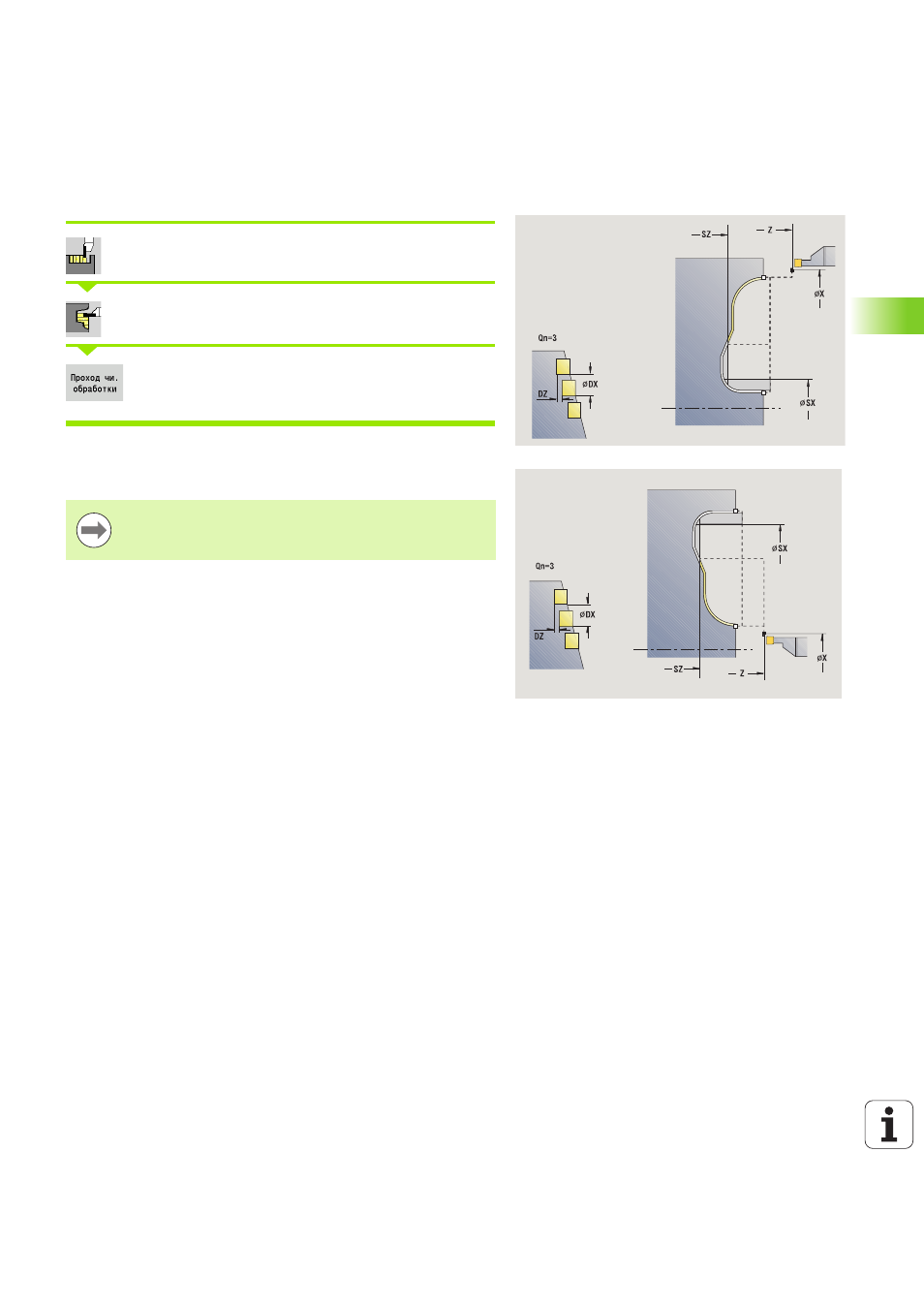
Врезание ICP, чистовая обработка, аксиально
Выбрать «циклы прорезания»
Выберите Врезание аксиальное ICP
Активируйте клавишу Softkey Проход чистовой
обработки
Цикл чистовой обработки заданных в количестве Qn прорезей при
помощи контура врезания ICP. Начальная точка задает
положение первой прорези.
Инструмент возвращается в конце цикла к точке
старта.
Параметры цикла
X, Z
Начальная точка
FK
ICP-готовая деталь: имя обрабатываемого контура
Qn
Количество циклов прорезки (по умолчанию: 1)
DX, DZ
Расстояние до следующей прорези относительно
предыдущей прорези
G14
Точка смены инструмента (смотри страница 142)
T
Номер места револьверной головки
ID
Идентификационный номер (ID) инструмента
S
Частота вращения/Скорость резания
F
Подача на оборот
SX, SZ
Ограничения прохода (смотри страница 142)
G47
Безопасное расстояние (смотри страница 142)
MT
M после T: М-функция, которая отрабатывается после
вызова инструмента.