4 циклы обработки резанием – Инструкция по эксплуатации HEIDENHAIN SW 68894x-03
Страница 194
194
Режим обучения
4.4 Циклы обработки резанием
Тип обработки для доступа к технологической базе данных:
черновая обработка
J
Припуск заготовки – цикл производит снятие стружки
J=0: с позиции инструмента
J\>0: на описанном припуском заготовки участке
HR
Задание направления основной обработки
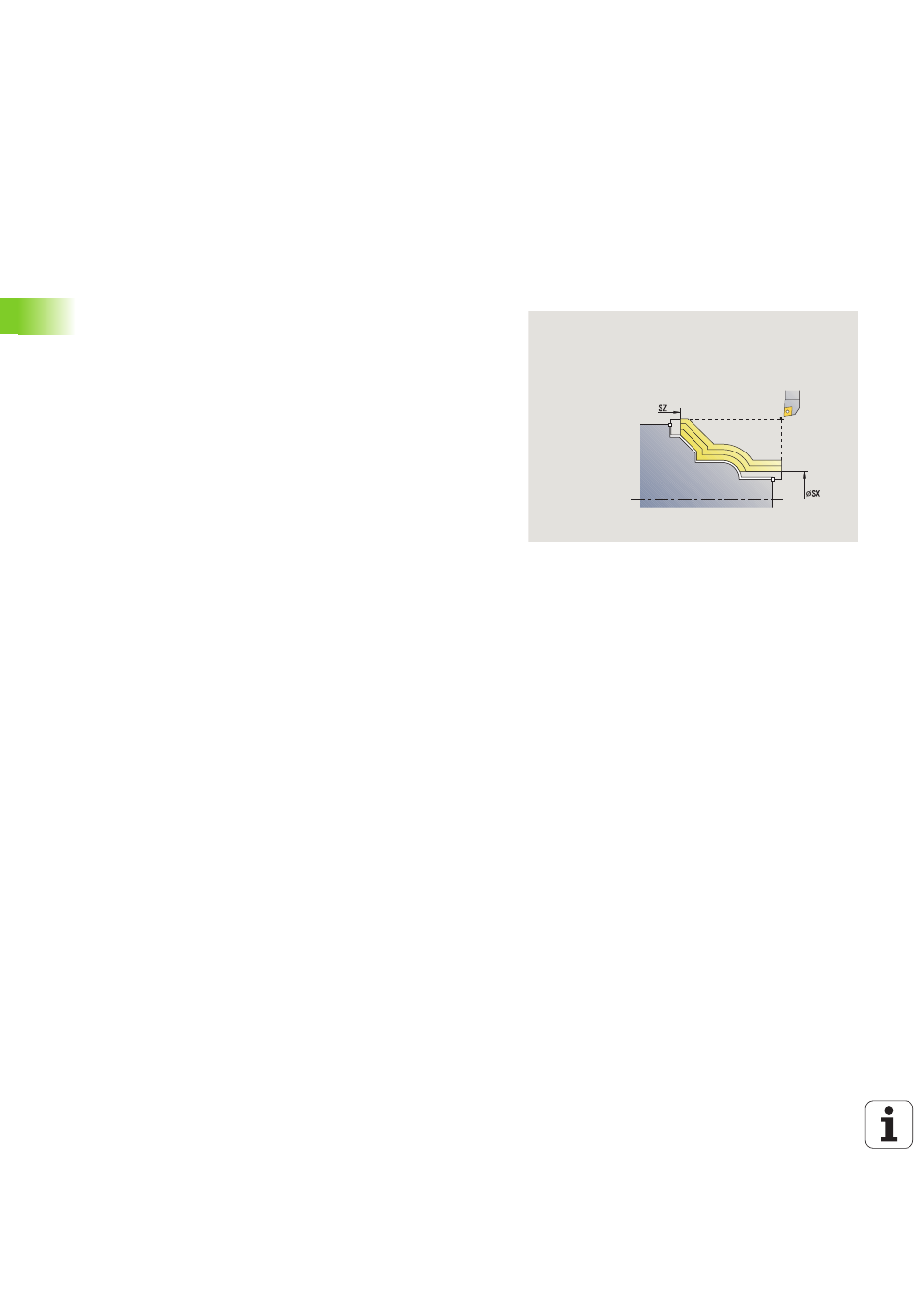
SX, SZ
Ограничения прохода (смотри страница 142)
G47
Безопасное расстояние (смотри страница 142)
G14
Точка смены инструмента (смотри страница 142)
T
Номер места револьверной головки
ID
Идентификационный номер (ID) инструмента
S
Частота вращения/Скорость резания
F
Подача на оборот
BP
Длительность паузы: промежуток времени для
прерывания движения подачи. Благодаря прерванной
подаче ломается стружка.
BF
Длительность подачи: интервал времени до
следующей паузы. Благодаря прерванной подаче
ломается стружка.
A
Угол подвода (привязка: Z-ось) – (по умолчанию:
параллельно оси Z)
W
Угол отвода (привязка: Z-ось) – (по умолчанию:
перпендикулярно оси Z)
XA, ZA
Начальная точка заготовки (действует только тогда,
когда заготовка не запрограммирована):
XA, ZA не запрограммированы: контур заготовки
рассчитывается из позиции инструмента и ICP-
контура.
XA, ZA запрограммированы: задание угловой точки
заготовки.
MT
M после T: М-функция, которая отрабатывается после
вызова инструмента.
MFS
М в начале: М-функция, которая отрабатывается в
конце шага обработки.
MFE
М в конце: М-функция, которая отрабатывается в
конце шага обработки.
WP
Индикация того, каким шпинделем заготовки будет
отрабатываться цикл (зависит от станка)
Главный привод
Противошпиндель для обработки задней
поверхности