6 циклы резьбы и выточки – Инструкция по эксплуатации HEIDENHAIN SW 68894x-03
Страница 279
HEIDENHAIN CNC PILOT 640
279
4.6 Циклы резьбы и выточки
Тип обработки для доступа к базе технологических данных:
нарезание резьбы
Отработка цикла
1 рассчитывает распределение проходов
2 старт от «стартовой точки Z» для первого прохода
3 перемещается с подачей до «конечной точки Z2»
4 возвращается параллельно к оси и подводится для
следующего прохода
5 3...4 повторения, пока не будет достигнута глубина U резьбы
6 подвод в соответствии с настройкой G14 к точке смены
инструмента
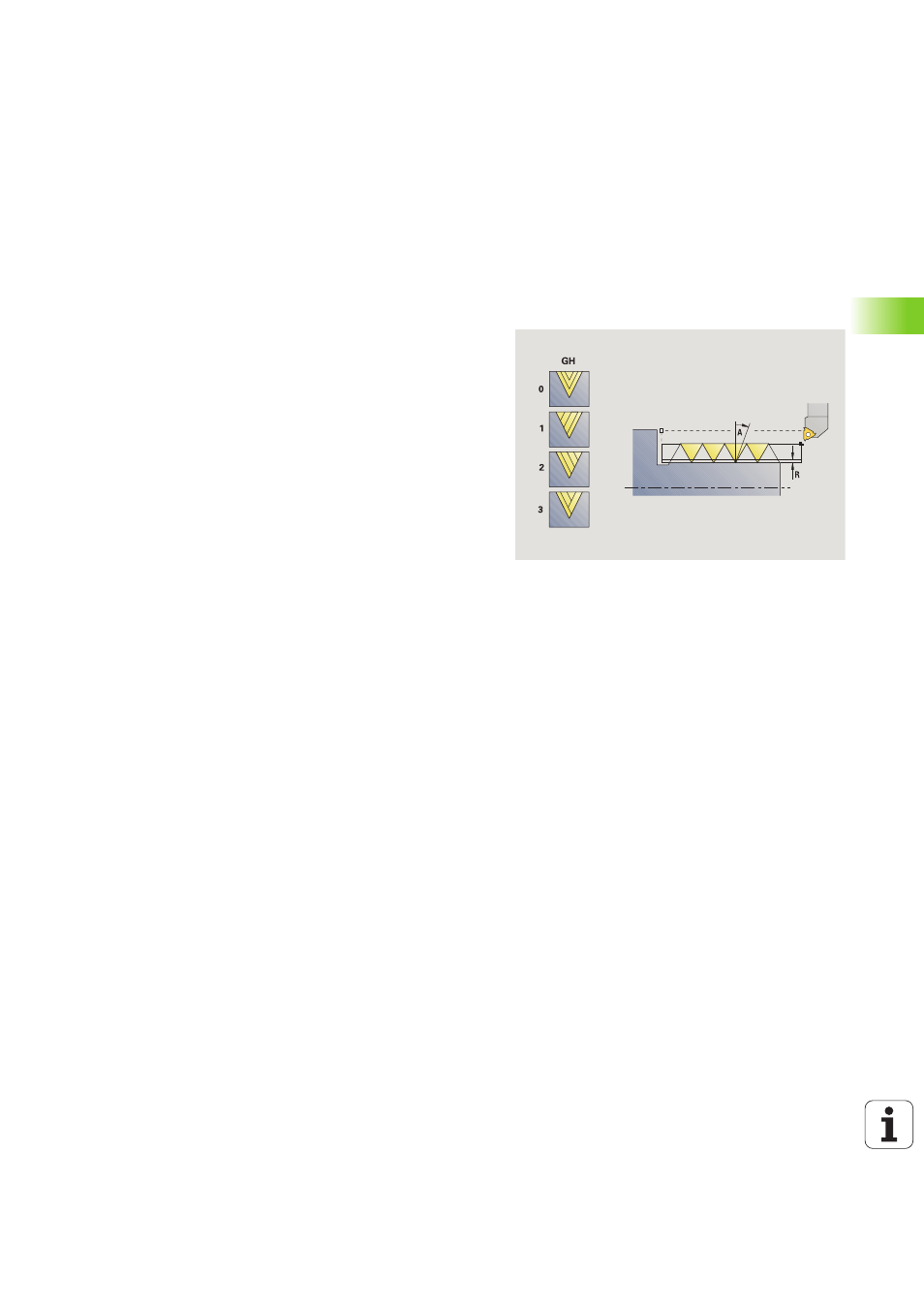
GH
Тип смещения
0: без смещения
1: слева
2: справа
3: переменно слева/справа
A
Угол подачи (диапазон: –60° < A < 60°; по умолчанию:
30°)
A<0: врезание от левой боковой поверхности
A\>0: врезание от правой боковой поверхности
R
Остаточная глубина прохода – только при GV=4 (по
умолчанию: 1/100 мм)
IC
Количество проходов – подача рассчитывается из IC и
U.
Необходимо при:
GV=0: постоянный диагональный проход резания
GV=1: постоянная подача на врезание
MT
M после T: М-функция, которая отрабатывается после
вызова инструмента.
MFS
М в начале: М-функция, которая отрабатывается в
конце шага обработки.
MFE
М в конце: М-функция, которая отрабатывается в
конце шага обработки.
WP
Индикация того, каким шпинделем заготовки будет
отрабатываться цикл (зависит от станка)
Главный привод
Противошпиндель для обработки задней
поверхности