7 обратное зенкерование (цикл 204, din/iso: g204), Ход цикла, Обратное зенкерование (цикл 204, din/iso: g204) – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-02) Cycle programming
Страница 85
ОБРАТНОЕ ЗЕНКЕРОВАНИЕ (Цикл 204, DIN/ISO: G204)
3.7
3
TNC 640 | РуководствопользователяПрограммированиециклов | 12/2013
85
3.7
ОБРАТНОЕ ЗЕНКЕРОВАНИЕ (Цикл
204, DIN/ISO: G204)
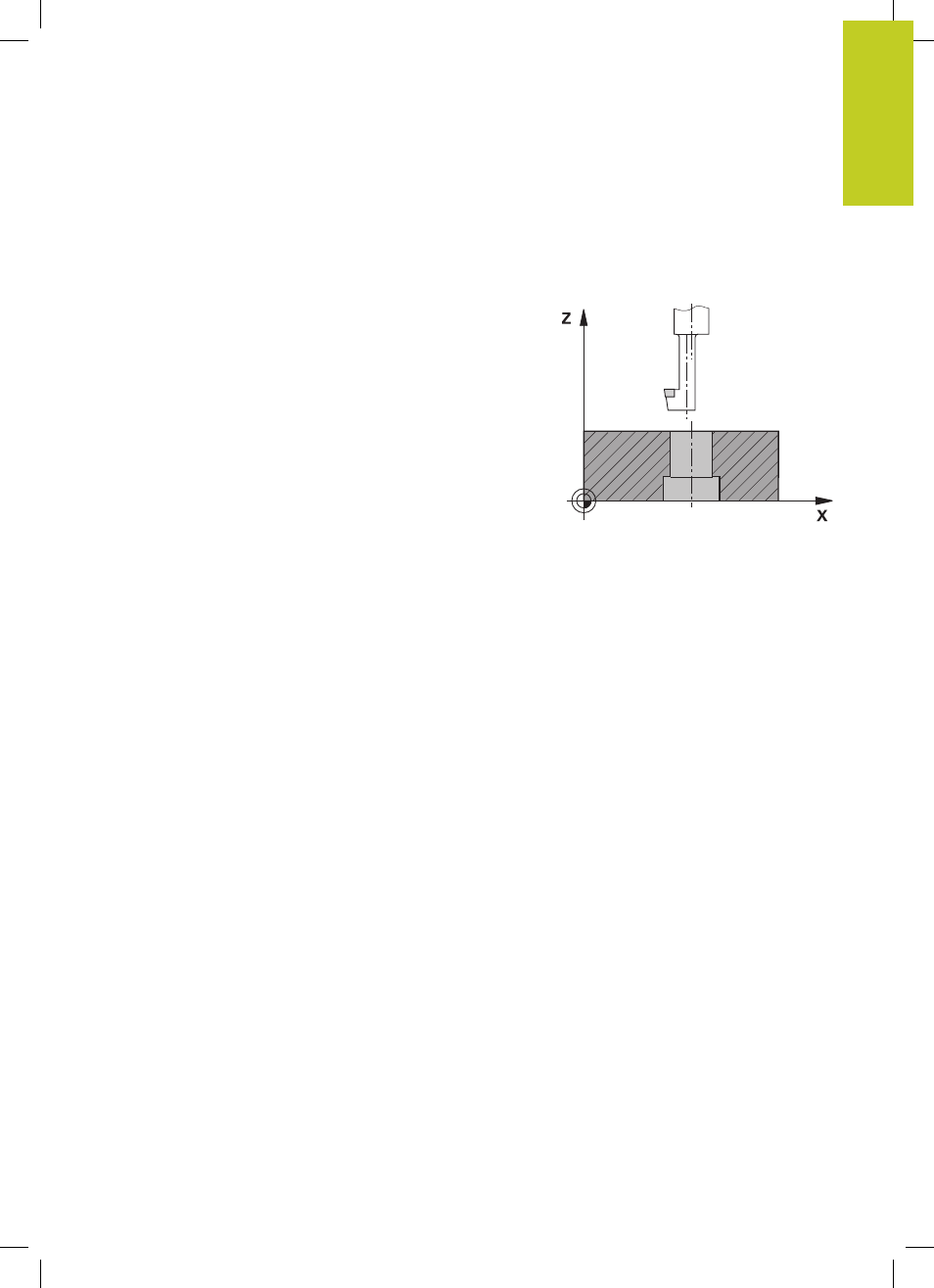
Ход цикла
С помощью этого цикла выполняются углубления на нижней
стороне заготовки.
1 УЧПУ позиционирует инструмент по оси шпинделя на
ускоренном ходе FMAX на безопасное расстояние над
поверхностью заготовки
2 Там УЧПУ осуществляет ориентацию шпинделя на 0°-
позицию и смещает инструмент на размер эксцентрика
3 Затем инструмент погружается с подачей
предпозиционирования в предсверлённое отверстие, а
именно пока лезвие достигнет расстояния безопасности
ниже нижней грани детали
4 УЧПу перемещает сейчас инструмент обратно в середину
отверстия, включает шпндель и при необходимости СОЖ
и передвигается с подачей зенковки на заданную глубину
зенковки
5 Если введено, инструмент пребывает на дне углубления
и выходит затем из отверстия, осуществляет ориентацию
шпинделя и смещает снова на размер эксцентрика
6 Затем УЧПУ перемещает инструмент с подачей
предварительного позиционирования на безопасное
расстояние и оттуда – если введено – с FMAX на 2-ое
безопасное расстояние